Глава XXV. Дефекты и контроль сварных швов и изделий
§ 118. Основные дефекты сварных швов и причины их возникновения
Классификация дефектов. Все дефекты подразделяются на наружные, внутренние и сквозные.
К наружным дефектам относятся занижение размеров и превышение усиления сварных швов, смещение шва от оси, подрезы (рис. 156), наплывы, усадочные раковины, незаплавленные кратеры, наружная пористость, трещины, выходящие на поверхность шва или околошовной зоны. К наружным дефектам относятся также неравномерность ширины и катета шва и крупная чешуйчатость валика.
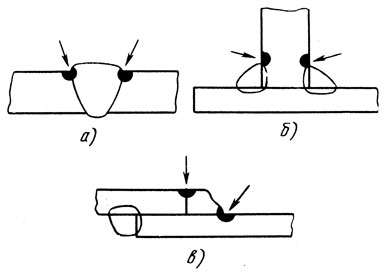
Рис. 156. Подрезы зоны сплавления: а - стыкового, б - углового, в - нахлесточного
К внутренним дефектам относятся газовые поры, шлаковые и неметаллические включения, непровары (рис. 157), трещины в металле шва и в зоне термического влияния.
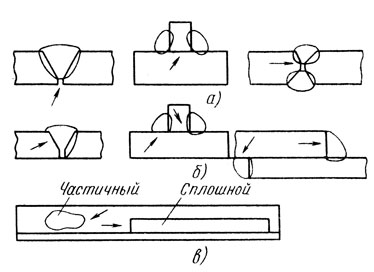
Рис. 157. Непровары: а - корня шва, б - зоны сплавления, в - частичный и сплошной
Сквозные дефекты представляют собой свищи, прожоги и сквозные трещины.
Причин дефектов сварных швов много, основные из них - низкое качество сварочных материалов, неправильная сборка, неисправность оборудования, отклонения от технологии и низкая квалификация сварщиков. При автоматической сварке дефектов возникает, как правило, меньше, чем при ручной.
Происхождение и сущность основных дефектов сварки. Для обеспечения работы изделия стыковые швы должны иметь небольшое усиление высотой 1 - 2 мм. Излишнее усиление шва (более 3 - 4 мм) в изделии, работающем на динамическую нагрузку, приводит к концентрации напряжений и снижению работоспособности сварного соединения. Особенно опасна концентрация напряжения для легированных сталей при работе конструкций при отрицательной температуре.
Крупная чешуйчатость шва, неравномерная ширина его и наличие наплывов наблюдаются при сварке на монтаже в неудобных условиях работы.
Подрезы представляют очень серьезную опасность, так как являются концентраторами напряжений в самом слабом месте сварного соединения, где часто бывает перегретый металл. Кроме того, подрезы уменьшают рабочее сечение шва. В ответственных конструкциях даже незначительные подрезы недопустимы. Подрезы исправляются наплавкой тонкого шва.
Непровары в корне сварного соединения и между слоями многослойного шва являются концентраторами напряжений, уменьшают сплошность металла сварного соединения и работоспособность конструкций. К этому особенно чувствительны легированное стали.
Наружная и внутренняя пористость шва образует местную концентрацию напряжений, уменьшает физическую сплошность металла и может привести к преждевременному разрушению конструкции под нагрузкой. Причиной образования пор являются газы, которые образуются в процессе плавления и остывания металла шва и не успевают выйти в шлак.
Неметаллические (шлаковые) включения снижают ударную вязкость и прочность сварного соединения. Они получаются в результате плохой зачистки кромок от окалины и ржавчины и предыдущих слоев при многослойной сварке. Наименьшее количество неметаллических включений имеет место при сварке в защитных газах. Небольшие округлые включения не опасны. При сварке вольфрамовым электродом могут образоваться вольфрамовые включения. Этот дефект по степени опасности соответствует шлаковым включениям.
Трещины (продольные и поперечные, по шву и околошовные) создают несплошность материала для силового потока и вследствие этого местную концентрацию напряжений с резким падением динамической и вибрационной прочности конструкции. В зависимости от состава и свойств сварных швов и основного металла образовавшаяся в зоне сварки трещина может распространиться на значительную длину. Трещины считают самым опасным дефектом сварки.
Влияние дефектов на снижение прочности сварных соединений. Влияние дефекта на работоспособность сварного соединения следует рассматривать с точки зрения формы, длины и расположения его по отношению к направлению действующей силы. Более опасными являются дефекты вытянутой формы (трещины, непровары), менее опасными - дефекты округлой формы (одиночные газовые поры, шлаковые включения). Дефекты, направленные параллельно силовому потоку, менее опасны для конструкций, работающих на статическую нагрузку. Непровар величиной в 25% от толщины металла при понижении температуры до - 45°С вызывает уменьшение временного сопротивления на растяжение сварного соединения в 2 раза, пластичности - более чем в 2 - 4 раза. Особенно сильно уменьшается прочность сварных соединений под влиянием физической несплошности. Например, непровар стыкового шва из низкоуглеродистой стали допускается только до 5% от толщины металла, а при сварке легированных сталей - еще меньше. Одиночные поры в количестве не более 5 - 6 на 1 см2сечения шва допустимы в сварных соединениях из низкоуглеродистой стали.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'