§ 117. Трубные конструкции
Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки как на переменном, так и на постоянном токе.
Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0,7 кгс/см2, то на них не распространяются правила Госгортехнадзора. Стыки трубопроводов на давление свыше 0,7 кгс/см2выполняются только аттестованными для этой работы сварщиками.
Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037 - 70 для стальных трубопроводов и ГОСТ 16038 - 70 для медных и медно-никелевых.
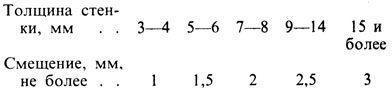
Допускаемое смещение кромок концов стальных труб при сборке встык под сварку составляет:
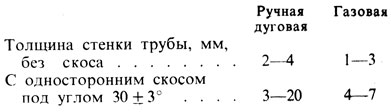
Согласно ГОСТ 16037 - 70 для сварки стальных труб применяют следующую подготовку кромок:
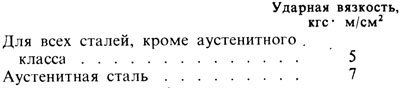
Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла, а показатели пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:
Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5 - 10% (первая проверка) и 10 - 25% (вторая проверка) от числа стыков, сваренных каждым сварщиком.
Обязательному металлографическому контролю подлежат стыки трубопроводов I и II категорий для перегретого пара и горячей воды. К I категории относятся трубопроводы перегретого пара с давлением выше 40 кгс/см2и температурой выше 350°С и горячей воды с температурой выше 184°С; ко II категории - трубопроводы перегретого пара с давлением до 39 кгс/см2и температурой до 350°С и горячей воды с температурой от 80 до 1,84°С. Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали - по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 12 кгс/см2, изготавливают в соответствии с требованиями, которые содержат Строительные нормы и правила (СНиП) Ш-Г7-71.
Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длиной 30 - 40 мм и высотой, равной половине толщины стенки. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщины ее стенки и химического состава металла. Различными технологическими приемами свариваются поворотные и неповоротные стыки трубопроводов.
Ручная сварка стыков труб покрытыми электродами используется при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в, неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, стыки трубопровода, проходящего через естественные преграды (водные, горные и др.), соединение секций в длинные плети, приварка фланцев, заглушек и т. д.
Корневой шов выполняется электродами 1,6 - 3 мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки (автоматом или полуавтоматом).
При ручной сварке всего стыка целесообразно выполнять его в несколько слоев: при толщине стенки 4 - 5 мм - в два слоя (не считая корневого), при 10 - 12 мм - в четыре слоя электродами диаметром 3 - 4 мм. Ручная газовая сварка выполняется только в один слой.
Ручную дуговую сварку стыков трубопроводов выполняют двумя способами: сверху вниз и снизу вверх.
Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака), это приводит к лучшей структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключаются в меньшем усилении шва, снижении времени на зачистку от шлака и отсутствии необходимости заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2, ВСФС-50. Этими же электродами можно выполнять сварку и снизу вверх.
Режим дуговой ручной сварки стыков труб выбирают в зависимости от марки и диаметра электрода и слоя шва (табл. 66).
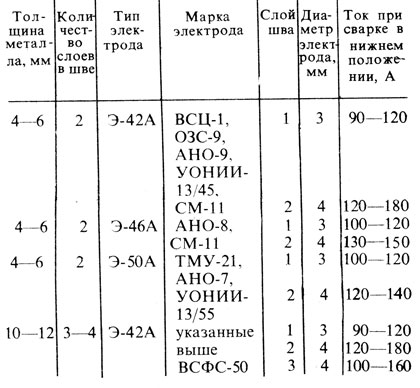
66. Ориентировочные данные по технологии ручной сварки неповоротных стыков трубопроводов из низкоуглеродистых и низколегированных сталей
Для повышения производительности и качества сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и самозащитной проволокой взамен газовой.
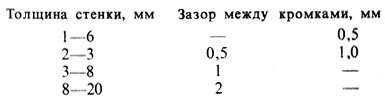
Соединение труб выполняется встык и втавр. Удовлетворительные результаты при сварке труб диаметрами от % до 2 дюймов получаются при использовании проволоки диаметром 0,6 - 1 мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3 мм.
Скорость дуговой сварки выше скорости газовой в 2,3 - 2,5 раза, марка проволоки - Св-08Г2С. Сварка производится на постоянном токе при обратной полярности.
Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой. Режимы сварки в СО2 приведены в табл. 58, 59.
Для работ ремонтного характера в помещениях наиболее удобно применение полуавтомата "Луч" (Институт электросварки им. Е. О. Патона) с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА по ГОСТ 2246 - 70, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряженной кассетой - 2 кг.
Порядок ручной дуговой сварки поворотных стыков труб диаметром более 200 мм показан на рис. 151. Стык труб соединяется тремя симметрично расположенными прихватками (рис. 151, а). Окружность стыка размечается для сварки на четыре участка. Кружками отмечены точки начала и окончания шва, а стрелками - направление сварки. Первый слой приваривают электродом диаметром 4 мм при токе 120 - 150 А узким валиком в направлении снизу вверх (рис. 151, б), а затем, повернув трубку на 90°, заваривают последние противоположные участки первого слоя (рис. 151, в). После этого электродом диаметром 5 мм при токе 200 - 250 А накладывают в одном направлении второй (рис. 151, г) и в противоположном второму слою третий слой (рис. 151, д).
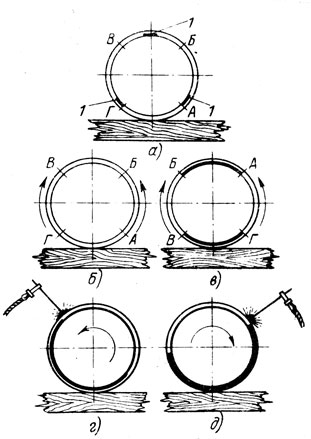
Рис. 151. Порядок сварки стыков труб с поворотом: а - места размещения прихваток (7) и участков шва (А, Б, В, Г), б - выполнение первого слоя на участках А - Б и Г - В, в - поворот стыка и выполнение первого слоя на участках Г - А и В - Б, г - выполнение второго слоя шва, д - выполнение третьего слоя шва
Порядок ручной дуговой сварки неповоротных труб диаметром 250 - 500 мм показан на рис. 152. Первый слой накладывают тремя участками. Второй и третий слои - двумя участками, смещая их между собой на 50 - 100 мм. В указанном порядке можно производить сварку стыка сверху вниз, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-1, дающие мало шлака.
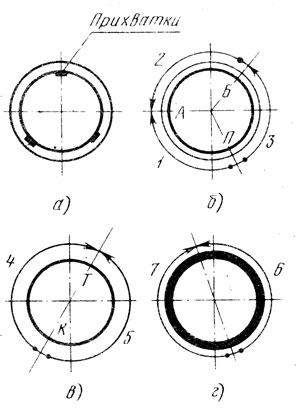
Рис. 152. Порядок сварки стыков неповоротных труб: а - сборка труб на прихватах, б, в, г - выполнение первого, второго и третьего слоев; А, Б, П - границы участков первого слоя шва, Г, К - то же, для второго слоя шва, 1 - 7 - последовательность выполнения слоев шва на участках
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой - электродами УОНИИ-13/45 и третий слой - электродами УОНИИ-13/55, АНО-9.
Стыки труб диаметром более 500 мм делят по окружности на 6 - 8 участков и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряженный металл стыкового соединения.
Когда нельзя сваривать стык ни с поворотом, ни в потолочном положении, тогда применяют сварку с козырьком, как показано на рис. 153. Сначала выполняется нижняя часть стыкового шва только с внутренней стороны, а затем верхняя часть стыкового шва и козырька только с наружной стороны.
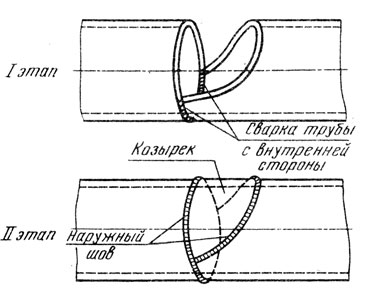
Рис. 153. Порядок сварки стыков труб с козырьком
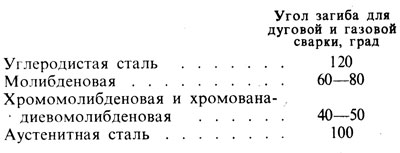
Трубы, применяемые для изготовления ферм, стоек, колонн, опор и других строений, свариваются с различными углами сопряжений (рис. 154). В этих случаях наиболее сложна и ответственна подготовка кромок под сборку и сварку. Сборочные прихватки делают в удобных местах сопряжения. Швы по контуру сопряжения соединяемых трубчатых элементов лучше выполнять по принципу обратноступенчатой сварки. Часто трубчатые узлы изготовляют дуговой сваркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1 мм целесообразна импульсно-дуговая сварка. Сантехнические трубы целесообразно сваривать дугопрессовой сваркой.
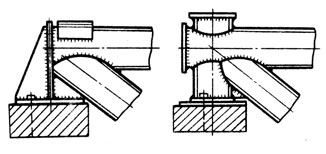
Рис. 154. Сопряжение труб под разными углами
Наиболее прочное соединение труб можно обеспечить сваркой с поддувочным газом, подаваемым по самой трубе. В этом случае (рис. 155) газ формирует обратный валик регулируемой величины и охлаждает металл шва с образованием дендритов, направленных по толщине металла шва. Это увеличивает прочность сварного соединения и устраняет необходимость внутренних подкладных колец, как практиковалось по старой технологии сварки. В качестве поддувочного газа могут служить аргон, азот, углекислый газ и др.
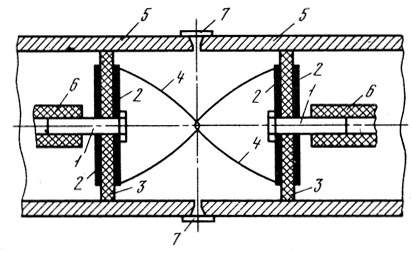
Рис. 155. Схема приспособления для сварки труб с поддувом газа: 1 - входной и выходной ниппели, 2 - металлические шайбы, 3 - резиновые шайбы, 4 - соединительные скобы из проволоки диаметром 2 - 3 мм, 5 - сварные трубы, 6 - шланг для подачи газа, 7 - приклеенная бумага
1. В какой последовательности нужно выполнять швы при изготовлении ферм и соединении балок между собой?
2. Расскажите о сущности процесса сварки стыков труб покрытыми электродами.
3. В каких случаях и как выполняется сварка стыка труб с козырьком?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'