Глава XXIV. Особенности ручной и полуавтоматической дуговой сварки различных конструкций
Ручную и полуавтоматическую дуговую сварку целесообразно применять как в серийном, так и единичном производстве изделий с короткими, криволинейными и труднодоступными швами.
Такие швы свойственны прежде всего решетчатым конструкциям (фермы, рис. 144), сопряжениям балок между собой (рис. 145), балок со стойками (рис. 146), конструкциям баз под колонны (рис. 147), арматурным сеткам, конструкциям сварных рам, корпусов редукторов, плит, узлов гидротурбин, сварных шестерен, шкивов и др.
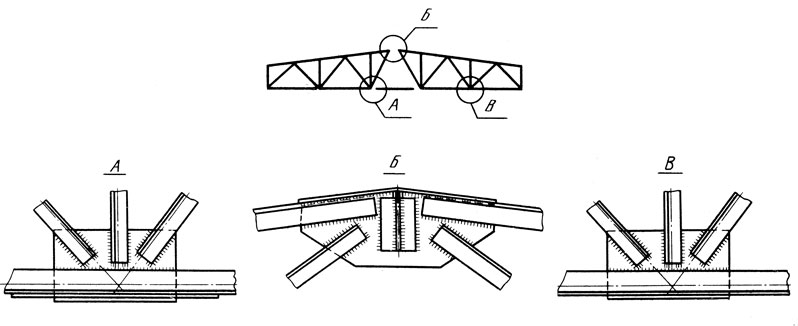
Рис. 144. Узлы стропильной фермы
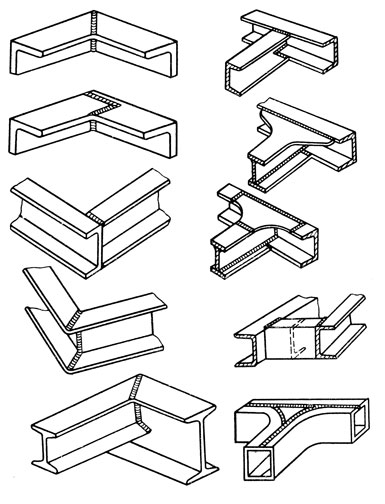
Рис. 145. Схемы сопряжения элементов различного профиля
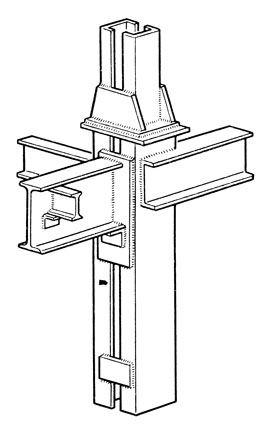
Рис. 146. Сопряжение балок со стойкой переменного сечения
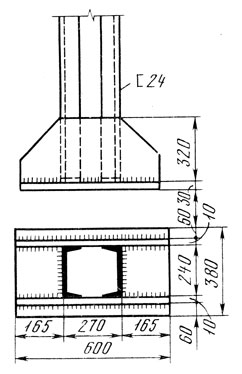
Рис. 147. Швы при изготовлении базы под колонну
Эти узлы и изделия изготовляются в основном из фасонного проката - уголка, швеллера, двутавра, а также штампованных элементов, сопряжения которых выполняются короткими швами. Это относится особенно к пространственным конструкциям (рамы, мачты, стрелы экскаваторов, радиобашни, опоры линий электропередачи и др.).
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'