§ 114. Технология сварки вольфрамовым электродом
Сварка тонколистовой нержавеющей и жаропрочной аустенитной стали. Конструктивные элементы швов предусматриваются ГОСТ 14771 - 76. Перед сваркой поверхность свариваемых кромок зачищают до блеска стальной щеткой, а затем промывают растворителем (дихлорэтаном, ацетоном, авиабензином) для удаления жира (следы жира вызывают поры в шве и снижают устойчивость дуги). Перед сваркой детали скрепляют прихватками через 50 - 75 мм.
Техника сварки тонких листов нержавеющей стали неплавящимся или плавящимся электродом аналогична технике сварки тонких листов из низкоуглеродистой стали. Сварку ведут справа налево. Поперечные движения прутком и электродом не допускаются во избежание окисления металла шва.
Сталь толщиной более 3 мм сваривают плавящимся электродом (проволокой из нержавеющей стали) на постоянном токе обратной полярности.
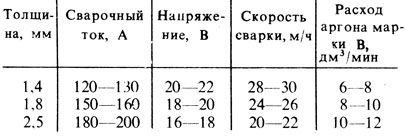
Ориентировочные режимы ручной сварки вольфрамовым электродом тонкой нержавеющей стали в аргоне приведены в табл. 61.
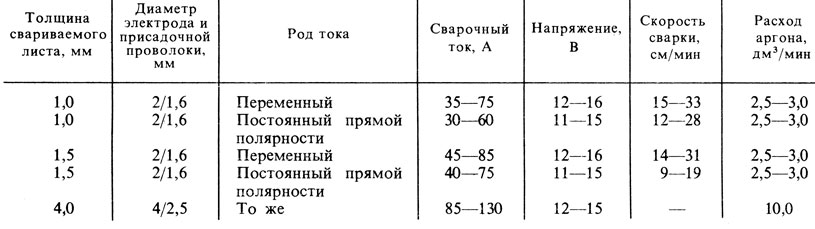
61. Ориентировочные режимы ручной сварки вольфрамовым электродом нержавеющей и жаропрочной аустенитной стали в аргоне (стыковые соединения)
Обратную сторону шва защищают от воздуха поддувом аргона.
Сварка алюминиевых сплавов. Подготовка кромок деталей под сварку аналогична подготовке листов из нержавеющих сталей. Кромки деталей из алюминиевых сплавов можно очищать травлением в растворе хромовой кислоты. Перед травлением кромки обезжиривают растворителем или теплым раствором каустика. Затем промывают горячей водой и тщательно протирают. Сварка должна производиться не позже, чем через 2 - 3 ч после травления, иначе она вновь покроется окислом.
При ручной сварке деталей толщиной до 5 мм скос кромок не делается.
Ориентировочные режимы сварки алюминиевых сплавов вольфрамовым электродом в аргоне приведены в табл. 62.
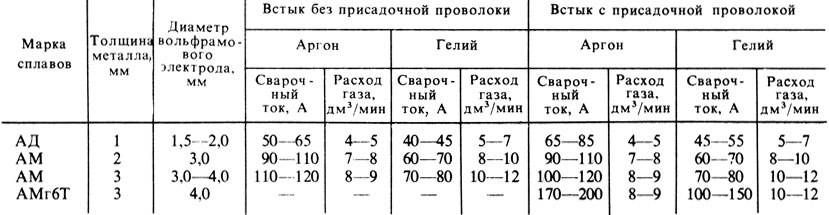
62. Ориентировочные режимы сварки алюминиевых сплавов вольфрамовым электродом на переменном токе
Примечание. Напряжение дуги при сварке в аргоне - 10 - 15 В, то же в гелии - 12 - 16 В, длина дуги 1,5 - 3 мм.
Алюминий жадно поглощает водород, поэтому содержание влаги в аргоне не должно быть больше допускаемого.
Присадочным материалом служит, как правило, проволока того же состава, что и основной металл. Для формирования валика с обратной стороны шва в подкладке из нержавеющей стали делается канавка. Сварка производится без поперечных колебательных движений электродом и прутком.
Чтобы избежать перегрева кромок алюминия, сварку выполняют на больших скоростях за один проход дуги.
В институте электросварки им. Е. О. Патона разработан флюс, имеющий вид карандаша; этот флюс предварительно наносят на свариваемые кромки. Содержащиеся во флюсе фториды и окислы способствуют уменьшению диаметра столба дуги и тем самым повышению его температуры; благодаря этому глубина проплавления возрастает и сварка ведется с повышенными скоростями и с меньшим перегревом металла. Особенно высокое качество сварных соединений можно получить при двухслойной или трехслойной аргонодуговой сварке вольфрамовым электродом с применением флюсов в виде паст.
Сварка титана. В качестве защитного газа применяют аргон А или гелий. Газ обязательно подается также на обратную сторону шва и на все участки металла, нагретые более чем на 400°С.
Аргонодуговая сварка титана и его сплавов вольфрамовым электродом производится на постоянном токе с использованием оборудования, применяемого для сварки сталей.
При аргонодуговой сварке вольфрамовым электродом титан и его сплавы обладают малой склонностью к образованию горячих трещин. В некоторых случаях наблюдаются холодные трещины в сварных соединениях; они возникают спустя некоторое время после сварки - от нескольких часов до нескольких месяцев.
При сварке втавр и внахлестку защита аргоном производится со всех сторон соединения.
Наиболее надежная защита сварного соединения достигается при сварке деталей в герметичных камерах, заполненных аргоном.
Для сварки листов малой толщины (до 2,5 мм) в качестве присадочного материала применяют технический титан марки ВТ1. При больших толщинах и при сварке титановых сплавов, имеющих временное сопротивление более 90 кгс/мм2 , применяют присадочный материал, по составу приближающийся к основному металлу, или легированный алюминием (марки ВТ5) и другими элементами.
Признаком удовлетворительного качества сварки можно считать отсутствие цветов побежалости на поверхности шва. Темные цвета побежалости вплоть до синего свидетельствуют о недостаточной защите металла при сварке.
Сварные соединения, выполненные ручной аргонодуговой сваркой, необходимо подвергать термической обработке (отжигу) для предотвращения трещин, которые могут появиться с течением времени.
Температура отжига сварных деталей из титана ВТ1, ОТ4-1 - 550 - 600°; из титана марок ВТ5, ВТ5-1, ОТ4, ВТ4, ОТ4-2 - 600- 650°С. Выдержка при отжиге - 20 - 40 мин, охлаждение - на воздухе.
Аргонодуговая сварка вольфрамовым электродом применяется для металла толщиной от 0,5 до 10 мм; металл толщиной до 3 мм сваривается встык без присадочного материала.
Режимы ручной аргонодуговой сварки вольфрамовым электродом титановых сплавов приведены в табл. 63, 64.
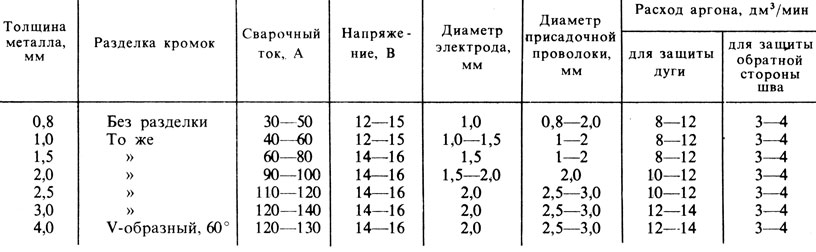
63. Ориентировочные режимы ручной аргонодуговой сварки вольфрамовым электродом стыковых соединений титановых сплавов с присадочным материалом
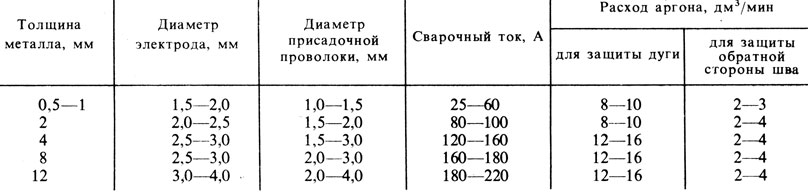
64. Ориентировочные режимы ручной аргонодуговой сварки вольфрамовым электродом титана марок ВТ1-0, ВТ1-00, ОТ4-0, ОТ4-1
Примечание. Напряжение дуги при толщине 0,5 - 1,0 мм - 8 - 10 В; при толщине 4 - 20 мм - 10 - 16 В.
Сварка меди вольфрамовым электродом может выполняться в азоте, являющемся инертным газом для меди.
Для сварки бронзы азот не применяют; защитным газом в этом случае может быть только аргон.
Режимы аргонодуговой сварки бронзы Бр. ОЦС-4-4-2,5 приведены в табл. 65.
65. Режимы аргонодуговой сварки бронзы
Примечание. Диаметр вольфрамового электрода 3,5 мм. Швы выполняют встык на медной подкладке без зазора. Ток постоянный прямой полярности.
Сварка в защитных инертных газах всех металлов и их сплавов наилучшие результаты дает при использовании источников питания дуги импульсным током, описанных в гл. XXI. Импульснодуговая сварка обеспечивает направленный перенос электродного металла во всех пространственных положениях. Она обеспечивает хорошее качество соединений листов различной толщины, в том числе менее 1 мм.
При импульсной сварке капля с конца плавящейся проволоки отрывается во время прохождения импульса и восстанавливается после него. Этот процесс последовательно повторяется, в результате чего создается струйный перенос электродного металла с постоянной частотой и постоянными размерами мелких капель при среднем значении тока ниже обычного.
Преимущество импульсной сварки вольфрамовым электродрм выражается в повышенной стабильности горения дуги, а также в постоянстве качества металла шва по всей его длине, что объясняется постоянством времени нахождения каждой капли на конце электрода.
В результате постоянства тепловложения при импульсной сварке величина проплавления строго постоянна и изменяется, например, в пределах всего 0,25 мм при сварке листов толщиной 6,35 мм. При импульсной сварке отсутствует разбрызгивание металла.
Большие возможности импульсная сварка предоставляет при выполнении работ во всех пространственных положениях.
При обычной сварке в защитных газах короткой дугой для уменьшения сварочной ванны ток снижают до минимума, что иногда приводит к непроварам. Импульсная сварка допускает значительно большее тепловложение, чем сварка с короткими замыканиями, и в результате этого непровар исключен.
1. Какие газы применяют при сварке неплавящимся электродом?
2. Расскажите о сварке алюминиевого сплава вольфрамовым электродом.
3. В чем заключаются преимущества импульсной сварки вольфрамовым электродом перед обычной дуговой сваркой?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'