§ 109. Технология полуавтоматической сварки порошковой и самозащитной проволокой
Техника сварки. Зажигать дугу следует при вылете проволоки не больше 25 мм. В процессе сварки вылет проволоки необходимо поддерживать постоянным; для этого длина дуги должна быть по возможности постоянной, что выполняется при правильном подборе режима сварки и при внимательном наблюдении за горением дуги, размерами сварочной ванны и за формированием шва. Нельзя чрезмерно перегибать гибкий шланг (радиус кривизны изгиба должен быть не менее 200 мм). При сварке стыковых швов проволока подается перпендикулярно направлению шва. При сварке тавровых соединений дуга направляется на ванну, а угол между полкой таврового соединения и проволокой составляет 50 - 60°. Движения концом проволоки как вдоль, так и поперек шва должны быть ритмичными. Схемы движений проволокой при шланговой сварке аналогичны схемам движений при сварке покрытыми электродами.
Наряду с достоинствами сварка открытой дугой порошковой проволокой имеет тот недостаток, что плотный беспористый наплавленный металл удается получить в сравнительно ограниченном диапазоне режимов сварки.
Основной причиной пористости при сварке сталей порошковой проволокой является повышенное содержание в наплавленном металле азота и водорода воздуха. Эти газы при сварке порошковой проволокой могут поглощаться наплавленным металлом в большем количестве, чем при сварке покрытыми электродами.
Для уменьшения количества азота в металле шва следует уменьшать длину дуги и в то же время производить сварку при повышенных токах, с тем чтобы снижать поверхность соприкосновения воздуха, приходящуюся на единицу массы расплавленного металла в определенный промежуток времени.
Для уменьшения содержания водорода в металле шва порошковую проволоку необходимо прокаливать при соответствующей температуре и с определенной выдержкой времени. Например, проволоку с сердечником рутило-карбонатного типа рекомендуется прокаливать при температуре 250°С в течение 1,0 - 1,5 ч.
Сваривать открытой дугой порошковой проволокой можно также и с увеличенным вылетом электрода. При этом происходит дополнительный подогрев проволоки и удаление влаги, оставшейся после первичной прокалки (в процессе изготовления проволоки), из технологической смазки и частично из шихты. Подогрев сварочной проволоки приводит также и к увеличению производительности процесса.
Однако следует учитывать, что при увеличенном вылете электрода увеличивается и интенсивность окисления проволоки. Изменяя вылет электрода, можно в определенных пределах регулировать содержание азота, водорода и различных окислов.
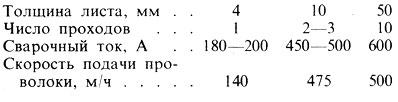
Режимы сварки низкоуглеродистой стали порошковой проволокой, например, марки ПП-2ДСК диаметром 2,1 мм следующие:
В настоящее время находят практическое применение самозащитная проволока Св-20ГСТЮА с церием и Св45ГСТЮЦА с цирконием (ГОСТ 2246 - 70). Первая пригодна для сварки арматуры железобетона из углеродистой стали во всех пространственных положениях, кроме потолочного, на постоянном токе обратной полярности. Проволока Св-15ГСТЮЦА рекомендуется для сварки конструкций из низкоуглеродистых и марганцовистых сталей во всех пространственных положениях на постоянном токе прямой полярности. Качество металла шва при сварке этими проволоками соответствует качеству шва, выполненного электродами типа Э42 и Э50.
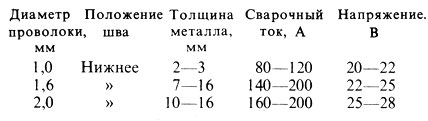
Режимы сварки углеродистых сталей самозащитной проволокой следующие:
Для питания дуги при сварке порошковой и самозащитной проволоками пользуются сварочными преобразователями и сварочными выпрямителями с жесткой внешней характеристикой.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'