§ 108. Технология полуавтоматической сварки в углекислом газе и его смесях
В качестве защитных используются активные газы, т. е. такие, которые могут вступать во взаимодействие с другими элементами в процессе сварки. К таким газам относятся углекислый газ (CO2) или смеси: 70% углекислого газа и 30% аргона (или кислорода) - для сварки углеродистых сталей; 70% аргона и 30% углекислого таза - для сварки легированных сталей.
Применение газовых смесей вместо 100% углекислого газа повышает производительность, экономичность, качество сварки.
Достоинством сварки в защитном газе является также то, что на сварные изделия, выполненные этим процессом, без особой подготовки можно наносить прочные антикоррозионные покрытия (оцинкованные и др.). Сварку в защитных газах целесообразно применять для соединения тонких металлов (0,1 - 1,5 мм).
Из всех видов дуговой сварки полуавтоматическая сварка в защитных газах имеет наименьшую трудоемкость.
Углекислый газ. При нормальном атмосферном давлении удельная плотность углекислого газа 0,00198 г/см3. При температуре 31°С и давлении 75,3 кгс/см2углекислый газ сжижается. Температура сжижения газа при атмосферном давлении - 78,5°С. Хранят и транспортируют углекислый газ в стальных баллонах под давлением 60 - 70 кгс/см2. В стандартный баллон емкостью 40 дм3 вмещается 25 кг жидкой углекислоты, которая при испарении дает 12 625 дм3 газа. Жидкая углекислота занимает 60 - 80% объема баллона, остальной объем заполнен испарившимся газом.
Жидкая углекислота способна растворять воду; поэтому выделяющийся в баллоне углекислый газ перед подачей в зону дуги должен осушаться; концентрация его должна быть не менее 99%. Если углекислый газ содержит влагу, то неизбежна пористость шва.
Для сварки пользуются специально выпускаемой сварочной углекислотой; можно пользоваться также пищевой углекислотой.
Пищевая углекислота содержит много влаги; поэтому перед сваркой газ следует подвергать сушке пропусканием через патрон, заполненный обезвоженным медным куаоросом или через силикагелевый осушитель.
Сварочный углекислый газ (ГОСТ 8050 - 76) отвечает следующим техническим требованиям: для I сорта CO2 не менее 99,5%, II сорта - 99%; водяных паров для I сорта не более 0,18%, для II сорта - 0,51%.
При количестве сварочных постов более 20 целесообразно иметь централизованное питание их углекислым газом, подаваемым по трубопроводу от рампы или от газификационной установки. Сварочные посты рекомендуется оборудовать электромагнитными клапанами, позволяющими автоматически перед зажиганием дуги включать подачу газа и после гашения дуги - выключать газ. На каждом посту должен быть расходомер (ротаметр).
Металлургические особенности сварки в углекислом газе и в смеси углекислого газа с другим газом. Под действием высокой температуры дуги молекулы любого защитного газа распадаются на атомы и ионы (CO2→CO+О; H2→H+H; O2→O+O; N2→N+N; CO→C+O).
В атомарном состоянии кислород, азот и водород вступают в химическое соединение с расплавленными элементами, находящимися в сварочной проволоке и свариваемом металле. В зоне сварки протекают следующие реакции:
Образование газа CO приводит к образованию пор. Кроме того, поры при сварке в углекислом газе могут быть следствием влаги, ржавчины и влияния азота воздуха.
Для подавления CO, повышения количества марганца и кремния, интенсивно выгорающих из сварочной проволоки при сварке, применяют электродную проволоку с повышенным содержанием марганца и кремния (марки Св-08Г2С, Св-08ГС и др.). При сварке низкоуглеродистых сталей содержание в металле шва кремния более 0,2 и марганца более 0,4% препятствует образованию пор. На степень окисления металла и образования пор влияют технологические условия сварки (длина дуги, количество подаваемого в дугу газа, род и полярность тока, диаметр проволоки и плотность тока на электроде). Сварка на постоянном токе обратной полярности дает меньшее окисление и более высокое качество шва, чем на прямой полярности. При сварке проволокой диаметром 0,3 - 1,2 мм, выполняемой с высокими скоростями подачи проволоки в дугу, происходит значительно меньшее окисление элементов, чем при сварке проволокой диаметром 1,6 - 2 мм с малыми скоростями подачи проволоки.
Плотность тока на электроде при сварке в углекислом газе должна быть не ниже 80 А/мм2 . При таком режиме потери на разбрызгивание электродного металла не превышают 10 - 15%.
В институте электросварки им. Е. О. Патона разработана сварочная проволока марки Св-08Г2СНМТ для сварки конструкционных сталей, обладающая более высокими свойствами, чем проволока Св-08Г2С. Эта проволока позволяет значительно снизить разбрызгивание электродного металла по сравнению с проволокой Св-08Г2С и улучшает формирование сварных швов, поверхность которых получается гладкой, без чешуек.
При сварочном токе 400 - 420 А и более (диаметр проволоки 2 мм, обратная полярность) происходит струйный перенос электродного металла. Проволокой Св-08Г2СНМТ можно успешно производить сварку на ветру, с зазорами и в других условиях, при которых трудно избежать попадания воздуха в зону дуги. Сварка этой проволокой позволяет также применять форсированные режимы, без образования в швах пор.
Технология сварки CO2 и в смесях CO2+Ar или CO2+O2. При сварке в углекислом газе основные типы сварных соединений и их конструктивные элементы выбираются по ГОСТ 14771 - 76.
Ориентировочные режимы сварки низкоуглеродистых и низколегированных сталей в углекислом газе приведены в табл. 58, 59.
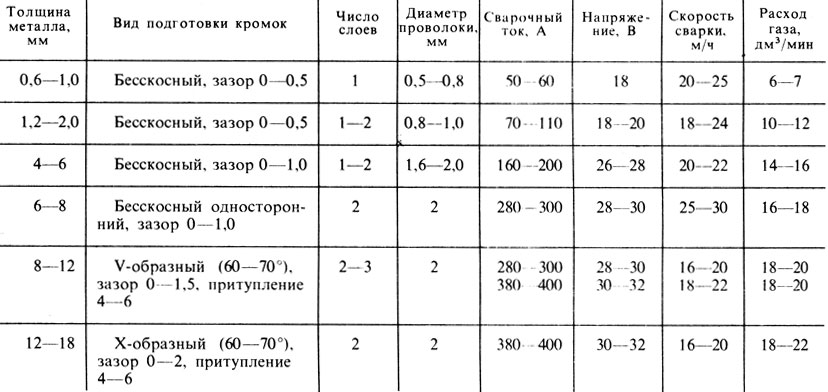
58. Ориентировочные режимы сварки встык листов из углеродистых и низколегированных сталей в углекислом газе
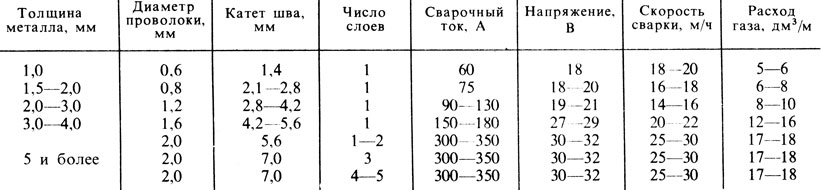
59. Ориентировочные режимы сварки втавр листов из углеродистых и низколегированных сталей в углекислом газе
Источником питания дуги служит сварочный выпрямитель или преобразователь с жесткой или возрастающей внешней характеристикой. Сварка выполняется на обратной полярности.
Расстояние между мундштуком и изделием (вылет проволоки) при токе 60 - 150 А и напряжении на дуге 22 В обычно берется 7 - 14 мм, при токе 200 - 500 А и напряжении 30 - 32 В - 15 - 25 мм.
Металл толщиной 1,5 - 3 мм сваривают стыковыми швами электродом на весу. Более тонкий металл (0,8 - 1,2 мм) сваривают на медной или остающейся стальной подкладке.
При сварке в смеси газов 70% CO2+30% O2 улучшается формирование шва, брызги расплавленного электродного металла легче удаляются с поверхности свариваемого изделия. Однако сварка в смеси этих газов вызывает более интенсивное, чем при сварке в углекислом газе, выгорание легирующих элементов из металла шва и образование на поверхности шва шлаковой корки.
Особенности сварки различных сталей. При пользовании 100%-ным углекислым газом при сварке можно правильно подобрать сварочную проволоку, для того чтобы свойства сварных соединений отвечали заданным требованиям. Углеродистые и низколегированные стали сваривают кремнемарганцевой проволокой Св-08Г2Ц Св-08ГС, Св-12ГС. Низколегированные стали, содержащие хром и никель, для повышения коррозионной стойкости сваривают проволокой Св-18ХГСА и СвЛОХГ2С. Низколегированные стали типа хромансиль (15ХГСА, 20ХГСА и др.) толщиной до 4 мм сваривают проволокой Св-18ХСА, Св-18ХМА и Св-10ГСМТ. Для листов большей толщины применяют проволоку Св-18ХЗГ2СМ и др. Низколегированные теплоустойчивые молибденовые и хромомолибденовые стали 12ХМ, 15ХМА, 20ХМ, 20ХМА сваривают проволокой Св-08ХГ2СМА. Высоколегированные аустенитные хромоникелевые нержавеющие стали типа Х18Н9 сваривают в углекислом газе проволокой Св-06Х19Н9Т и Св-07Х18Н9ТЮ.
Режимы сварки приведены в табл. 60.

60. Режимы сварки стали типа Х18Н9 в углекислом газе
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'