§ 77. Сварка легированных теплоустойчивых сталей
По ГОСТ 20072 - 74 теплоустойчивые стали по микроструктуре подразделяются на стали перлитного класса (молибденохромовая 12МХ, хромомолибденованадиевая 12Х1М1Ф, хромомолибденованадиевотитановая с бором 20Х1М1Ф1ТР, хромомолибденованадиевая с повышенным содержанием углерода 25X1МФ, 25Х2М1Ф, 20ХЗМВФ, 20Х1М1Ф1БР и другие и стали мартенситного класса (хромистая 15X5, хромистомолибденовая 15Х5М, 15Х5ВФ, 12Х8ВФ и др.).
Условия эксплуатации изделий из теплоустойчивых сталей приведены в табл. 36, откуда видно, что рабочая температура не превышает 600°С. Изделия, эксплуатирующиеся при температурах выше 600°С, изготовляют из высоколегированной жаростойкой и жаропрочной стали.
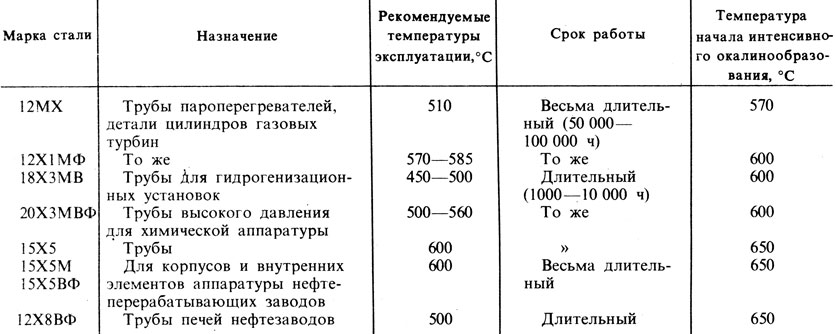
36. Условия эксплуатации изделий из теплоустойчивых сталей
Все теплоустойчивые стали поставляются потребителю в состоянии после термической обработки (закалка плюс высокий отпуск; отжиг).
Для дуговой сварки теплоустойчивой стали ГОСТ 9467 - 75 предусматривает девять типов электродов (Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э10Х5МФ).
Технологией сварки теплоустойчивой стали любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечение однородности металла шва с основным и термическая обработка сварного изделия (табл. 36).
36. Условия эксплуатации изделий из теплоустойчивых сталей
Дополнительный нагрев свариваемого изделия необходим для устранения закаливаемости металла. При сварке без дополнительного нагрева в металле шва и в околошовном металле образуются карбиды хрома и молибдена, вызывающие хрупкость сварного соединения.
Однородность металла шва с основным нужна для исключения диффузионных явлений при химическом выравнивании металла шва и околошовного металла при высоких температурах во время эксплуатации сварных изделий, так как перемещение химических элементов в процессе диффузии приводит к снижению длительности эксплуатации изделий.
С помощью термической обработки удается получать одинаковую во всем сварном изделии микроструктуру, если химический состав металла шва не отличается от химического состава основного металла. Такой металл обладает повышенными механическими свойствами и способностью длительно работать в условиях нагрева. Однако для повышения длительности работы изделий нужно правильно выбрать режим термической обработки (табл. 37). Лучшая термическая обработка сварных изделий из теплоустойчивой стали - закалка и высокий отпуск. На практике часто применяют только высокий отпуск или отжиг с нагревом до температуры около 780°С.
Необходимый подогрев свариваемого изделия, а также термическая обработка сварных изделий в монтажных условиях производятся индукционным током промышленной или повышенной частоты. Время выдержки при максимальной температуре нагрева при отпуске берется из расчета 4 - 5 мин/мм толщины стенки; охлаждение сварного изделия до температуры предварительного подогрева (200 - 450°C должно быть медленным.
Для сварки теплоустойчивых сталей в монтажных условиях при невозможности подогрева и последующей термообработки применяются электроды АН-ЖР-2, в этом случае в металле шва содержание никеля будет не менее 31% и металл шва получит аустенитную структуру. Электроды пригодны для сварки во всех пространственных положениях.
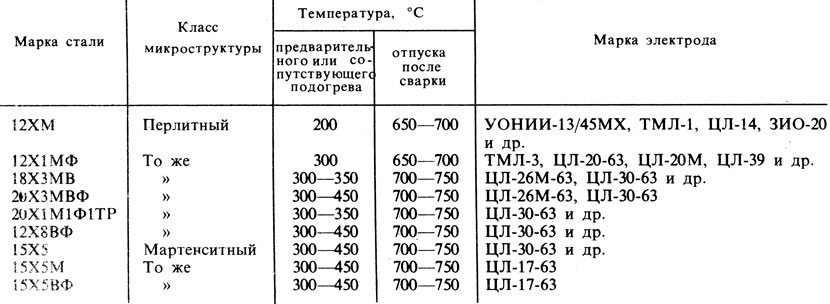
Подбор покрытых электродов для сварки теплоустойчивых сталей ориентировочно производится по табл. 37. Приведенные в таблице марки электродов не обеспечивают полной однородности металла шва с основным.
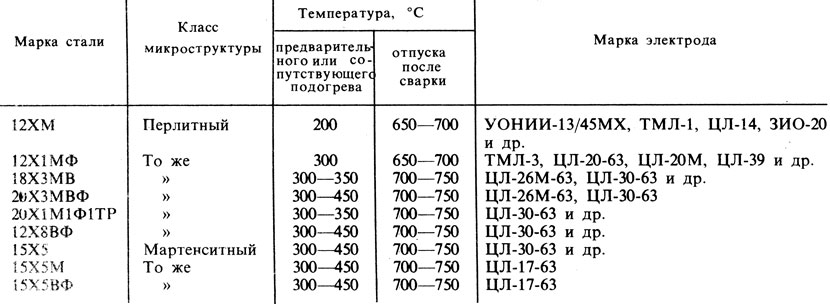
37. Условия сварки теплоустойчивых сталей
Сварку теплоустойчивых сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных сталей. При сварке необходимо полностью проваривать корень шва, для чего первый слой выполняют электродом диаметром 2 - 3 мм. Большая часть электродов требует сварки на постоянном токе обратной полярности.
Техника сварки теплоустойчивых сталей также аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом (без охлаждения каждого выполненного слоя шва).
При газовой сварке теплоустойчивых сталей мощность пламени составляет 100 дм3 ацетилена/ч на 1 мм толщины металла; сварку ведут только нормальным (восстановительным) пламенем. Присадочным металлом служит сварочная проволока марок Св-08ХМФА, Св-10ХМФТ, Св-10Х5М, Св-18ХМА и другие в зависимости от марки свариваемой стали.
Вначале кромки деталей "пролуживают", для чего расплавляют металл деталей по поверхности кромок и в корне шва, заполняя его расплавленным металлом. Этот прием применяют для деталей толщиной до 15 - 20 мм. Пролуживание кромок деталей на большую величину приводит к образованию микротрещин на участках, расположенных к вершине шва, этому способствует быстрое охлаждение металла. Для уменьшения выгорания хрома, молибдена и других легирующих элементов из металла деталей и присадочной проволоки сварочная ванна поддерживается в жидком состоянии по возможности более короткое время. Присадочный металл должен находиться все время в сварочной ванне; пользоваться капельным приемом сварки нельзя во избежание выгорания легирующих элементов.
Газовая сварка стыков труб производится с предварительным подогревом всего стыка. Стык по периметру трубы можно нагревать той же горелкой, которой пользуются при выполнении шва. Термообработка сварного стыка необходима; ее удобно выполнять той же сварочной горелкой, а еще лучше - дополнительной, в зависимости от диаметра, толщины трубы и других условий.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'