§ 76. Сварка среднелегированных сталей
Хромокремнемаргандевая конструкционная (20ХГСА, 25ХГСА, 30ХГСА), хромокремне-марганцевоникелевая конструкционная (30ХГСН А), хромоникелемолибденованадиевая конструкционная (30ХН2МФА), хромомолибденовая жаропрочная (12Х5МА), хромоникеле-молибденовая жаропрочная (20Х2МА) и другие среднелегированные стали с содержанием углерода до 0,5% поставляются в основном по ГОСТ 4543 - 71 и разделяются на качественные и высококачественные.
Среднелегированные стали (табл. 34) обладают временным сопротивлением 60 - 200 кгс/мм2; они относятся к перлитному классу.
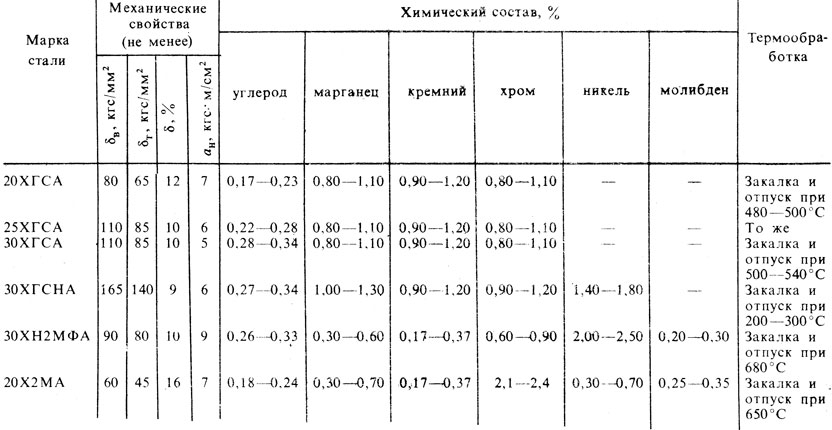
34. Механические свойства некоторых марок низко- и среднелегированных среднеуглеродистых сталей (после закалки и отпуска) при данном химическом составе
Эти стали характерны высокой стойкостью против перехода в хрупкое состояние; поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и других тяжелых условиях.
Среднелегированные стали весьма чувствительны к нагреву, при сварке они могут закаливаться, перегреваться, образовывать холодные трещины, что затрудняет их сварку. Чем выше содержание углерода и легирующих примесей и чем больше толщина металла, тем хуже свариваемость этих сталей.
Сварка среде легированных сталей должна производиться электродами с фтористо-кальциевым покрытием на постоянном токе при обратной полярности с выполнением многослойных швов каскадным и блочным способами. Технология сварки должна предусматривать низкие скорости охлаждения металла шва. Существенно способствует предупреждению трещин повышение температуры разогрева более 150°С. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва, перед наложением последующего слоя. Обычно длина ступени составляет 150 - 200 мм.
Марки покрытых электродов при сварке выбирают в зависимости от вида термической обработки сварного соединения (табл. 35).
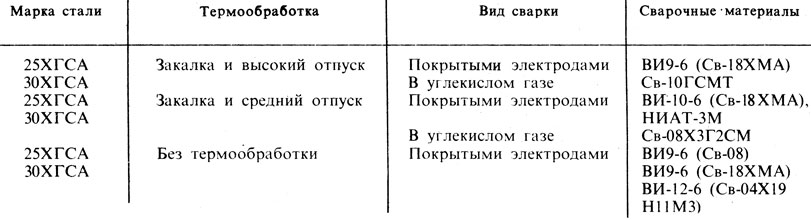
35. Выбор сварочных материалов
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'