Глава XV. Плазменно-дуговая и другие виды термической резки
§ 68. Плазменно-дуговая резка
Получение плазменной дуги. Если в электрическую дугу направить поток какого-либо газа, пропуская его через небольшое отверстие плазмообразующего сопла (рис. 96), то столб дуги будет сжат, причем образовавшаяся плазма представляет собой сильно концентрированный источник тепла с высокой температурой, достигающей 20000 - 30 000°С. Газ, сжимающий столб дуги, называют плазмообразующим. В качестве плазмообразующих газов применяют либо одноатомные газы (например, аргон), либо двухатомные (водород, азот). Применяют также смеси двух или нескольких газов и воздух.
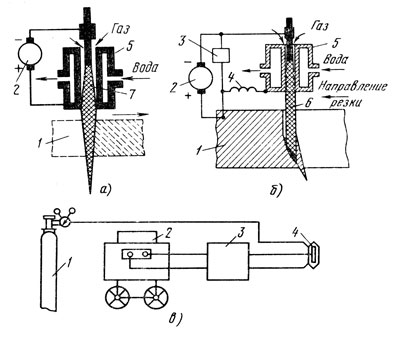
Рис. 96. Схема плазменной резки: а - плазменной струей, б - плазменной дугой; 1 - разрезаемый лист, 2 - источник питания, 3 - осциллятор, 4 - реостат, регулирующий вспомогательную дугу, 5 - плазмотрон, 6 - плазменная дуга, 7 - плазменная струя; в - установка для резки: 1 - баллон с газом, 2 - источник питания, 3 - балластный реостат, 4 - плазмотрон Двухатомные плазмообразующие газы создают плазменную дугу с большим выделением тепла на аноде, чем одноатомные. Это объясняется тем, что двухатомные газы передают изделию больше тепла из столба дуги в результате образования молекул газа с выделением дополнительного тепла. Поэтому двухатомные газы обеспечивают дугу с большей длиной, но с более низкой температурой, чем одноатомные газы (аргон, гелий и др.)
Распределение температур плазменной дуги с одноатомным газом (аргоном) при токе 400 А и расходе газа 0,6 м3/ч показано на рис. 97.
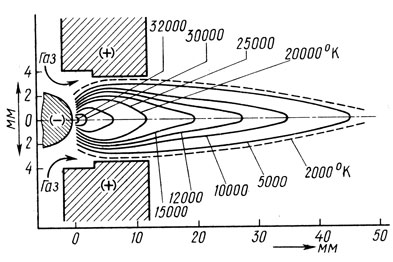
Рис. 97. Распределение температуры в плазменной струе при силе тока дуги 400 А и расходе аргона 0,6 м3/ч
Сжатая дуга может быть аналогична сварочной дуге прямого и косвенного действия В первом случае одним из электродов служит обрабатываемый металл (рис. 96, б), во втором - дуга возбуждается между независимыми от него электродами (рис. 96, а). Соответственно принято называть сжатую дугу, полученную по первой схеме, - плазменной дугой, а по второй схеме - плазменной струей.
Для разделительной резки металлов более целесообразно применять плазменную дугу, так как установлено, что она имеет более высокий к. п. д., а плазменная горелка менее подвержена износу.
Плазменно-дуговая резка нашла широкое применение при обработке тех металлов и сплавов, которые не поддаются кислородной резке: высоколегированные стали, алюминий, титан и их сплавы, медь и др.
Плазменно-дуговая резка заключается в проплавлении металла на узком участке по линии реза и удалении расплавленного металла струей плазмы, образующейся в дуге. Плазменная дуга применяется главным образом для разделительной резки.
Оборудование для плазменно-дуговой резки. В комплект оборудования для плазменно-дуговой резки входит резак (плазмотрон), пульт управления процессом, источник питания дуги электрическим током, баллоны с плазмообразующими газами и механизм для перемещения плазмотрона вдоль линии реза.
Резак состоит из двух узлов: электродного и соплового. Различают плазмотроны с осевой и вихревой подачей плазмообразующего газа для сжатия дуги. Осевая подача плазмообразующего газа применяется в широких соплах. При вихревой подаче плазмообразующий газ вводят в зону катода и столба по каналам, расположенным по касательной к стенкам дуговой камеры плазмотрона. При этом в камере создается вихревой поток газа со спиралеобразным движением. Вихревая подача плазмообразующего газа обеспечивает перемешивание газа в столбе дуги и равномерность газовой оболочки вокруг столба.
При осевой подаче конец электрода (вольфрамовый стержень диаметром от 2 до 6 мм и длиной до 100 - 150 мм) имеет форму заостренного стержня с углом 20 - 30°, а при вихревой - на конце электрода имеются сменные гильзовые катоды.
Для охлаждения плазмотронов применяют воду, а в плазмотронах небольшой мощности - сжатый воздух.
Вольфрамовый (или с примесью окислов лантана, иттрия, тория) электрод применяется для работы в инертных газах; при резке в окислительных газах электрод в зоне катода необходимо защищать неактивным газом.
Значительное применение находят режущие плазмотроны с пленочными катодами. Способностью образовывать пленку на катоде обладают цирконий и гафний. При высоких температурах окиснонитридная пленка, обладающая электропроводностью, легко образуется на поверхности катода. Такой катод может продолжительное время работать в окислительной среде, например в сжатом воздухе.
Интенсивность износа катодных вставок и электродов зависит от силы рабочего тока. Чем больше сила тока, тем быстрее изнашивается вставка. Для машинных плазмотронов с циркониевыми катодными вставками и проточной системой водяного охлаждения максимальная сила рабочего тока равна 250 - 300 А. При этом продолжительность работы катода обычно не превышает 4 - 6 ч.
Большое значение в плазмотронах имеет конструкция сопла. Чем меньше диаметр сопла и больше его длина, тем выше концентрация энергии, напряжение дуги и больше скорость потока плазмы; дуга становится жесткой, ее режущая способность увеличивается. Однако диаметр и длина сопла обусловливаются силой рабочего тока и расходом газа. Если диаметр сопла очень мал или длина его очень велика, может возникнуть так называемая двойная дуга (рис. 98), при которой режущая дуга распадается на две части: одна между катодом и внутренней частью сопла, а другая - между наружной поверхностью сопла и разрезаемым изделием. Двойная дуга может гореть одновременно с режущей, но она существует непродолжительное время и затем пропадает. Двойная дуга действует вне зоны защитного газа и от этого металл кромок загрязняется и подплавляется; двойная дуга может вывести из строя сопло формирующего наконечника. Чаще всего двойная дуга возникает в момент возбуждения режущей дуги. Режущая дуга возбуждается с помощью осциллятора или конденсаторными устройствами. Для предотвращения двойной дуги при зажигании режущей необходимо плавно увеличивать рабочий ток. Это достигается магнитным, тиристорным и другими устройствами.
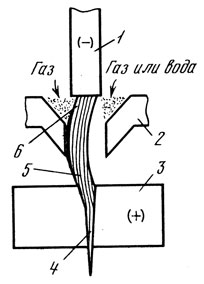
Рис. 98. Схема двойной дуги: 1 - катод, 2 - сопло, 3 - металл, 4 - столб режущей сжатой дуги, 5 и 6 - столб двойной дуги на участках наконечник (сопло) - металл и катод - наконечник
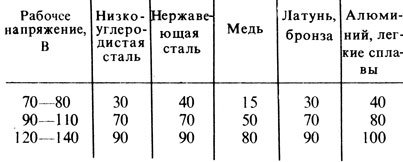
Для плазменно-дуговой резки применяют источники питания дуги постоянного тока с крутопадающими вольтамперными характеристиками. При резке больших толщин (больше 80 мм) применяют только специальные источники питания с повышенным напряжением холостого хода, например, типа ИПГ-500 и др. (табл. 24).
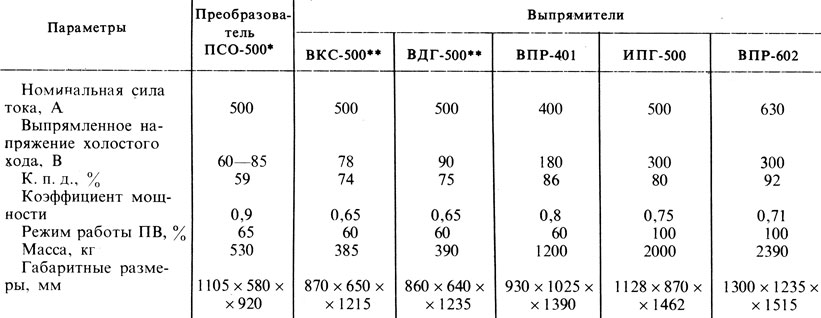
24. Источники питания для плазменно-дуговой резки
* (Возможно переключение обмоток для повышения напряжения.)
** (Возможно переключение обмоток.)
Согласно ГОСТ 14935 - 691 выпрямители для плазменно-дуговой резки должны иметь напряжение холостого хода 180 - 500 В и ток 130 - 1000 А.
Для плазменно-дуговой резки можно использовать также и стандартные источники питания сварочной дуги (некоторые из них приведены в табл. 24). Так как напряжение плазмотронов, как правило, больше напряжения холостого хода этих источников, то надо два или три источника соединять последовательно.
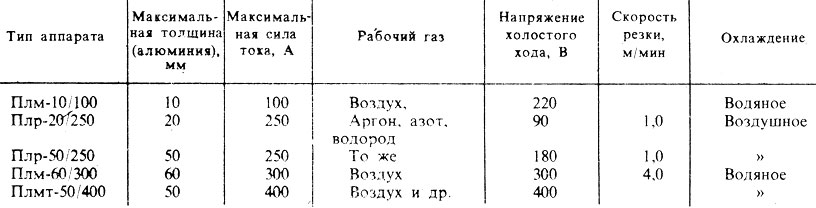
Машины для плазменно-дуговой резки по принципу работы и конструкции механического устройства не отличаются от машин для кислородной резки. Аппаратура для плазменно-дуговой резки должна соответствовать ГОСТ 12221 - 71: Плр - для ручной резки; Плрм - для ручной и машинной резки; Плм - для машинной резки; Плмт - для машинной точной резки.
Ручная резка стали толщиной до 20, мм при рабочем токе до 250 А производится, аппаратом Плр-20/250.
Аппарат Плр-50/250 предназначен для резки стали толщиной до 50 мм при рабочем токе до 250 А. Средой является сжатый воздух, азот, аргон, водород, смеси газов. Аппарат имеет воздушное охлаждение, его удобно использовать в цехе и при монтаже.
Резка стали толщиной 60 - 80 мм может выполнятся аппаратом типа Плрм мощностью до 50 кВт; сила тока - 400 А, напряжение источника питания - 180 В. Повышенные напряжение и ток обеспечивают лучшее качество реза и более высокую скорость резки. При защите вольфрамового катода в качестве рабочей среды можно применять кислород.
Основные технические данные некоторых аппаратов и машин приведены в табл. 25 и 26.
25. Технические данные аппаратов плазменно-дуговой резки
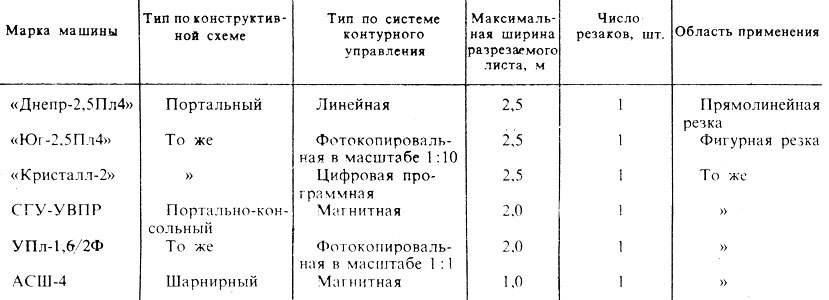
26. Некоторые стационарные машины для плазменно-дуговой резки
Технология плазменно-дуговой резки. Параметрами режима плазменно-дуговой резки являются: диаметр сопла, сила тока, напряжение плазменной дуги, скорость резки и расход газа. Плазмообразующий газ выбирают по характеру разрезаемого металла (табл. 27).
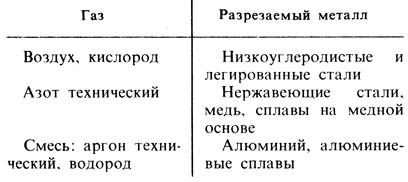
27. Выбор плазмообразующего газа в зависимости от условий резки
Выбор режима резки. Ориентировочные режимы плазменно-дуговой резки металлов сжатым воздухом для аппарата Плм-60/300 даны табл. 28.
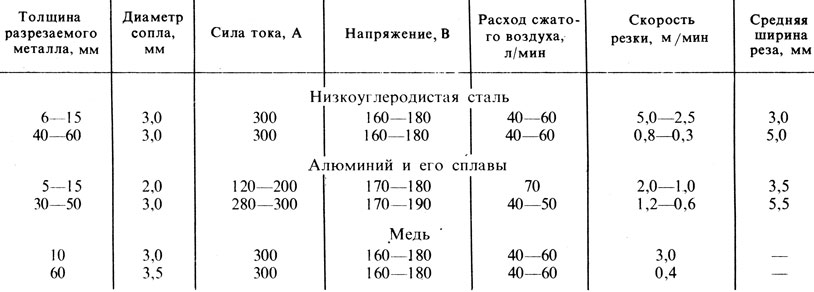
28. Ориентировочные режимы воздушно-плазменной машинной резки листового металла аппаратом Плм-60/300
Примечание. Диаметр вольфрамового катода равен диаметру формирующего сопла
Максимальные допускаемые толщины металла, разрезаемого плазменной дугой, даны в табл. 29.
29. Допускаемые максимальные толщины, мм, металлов, разрезаемых плазменной дугой
Плазменно-дуговую резку целесообразно применять главным образом на машинах, так как высокие скорости резки сильно затрудняют управление процессом. Например, сталь толщиной 1,5 мм аппаратом мощностью 50 кВт режется со скоростью 20 м/мин, а сталь толщиной 10 мм - со скоростью 3 - 4 м/мин. С увеличением электрической мощности плазмы скорость резки еще больше возрастает. Современные плазмотроны имеют электрическую мощность 150 кВт и более; толщина разрезаемых листов достигает 100 мм.
Экономически целесообразна плазменно-дуговая резка стали толщиной до 50 мм. Технические трудности ограничивают толщину вырезаемых заготовок с одновременным снятием кромок под сварку до 30 мм.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'