§ 8. Принадлежности и инструмент сварщика
Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Более совершенными являются электрододержатели с пружинами (рис. 9); применяются также винтовые, пластинчатые, вилочные и другие типы электрододержателей.
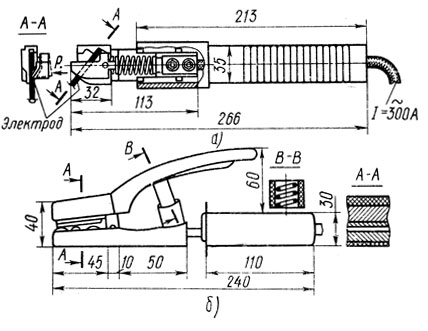
Рис. 9. Типы электродедержателей: а - с продольной пружиной, d - диаметр пружины, P - сила зажима электрода, d=3 мм, держатель закрыт с двух сторон текстолитовыми накладками; б - с поперечной пружиной
Согласно ГОСТ 14651 - 69 электрододержатели выпускаются трех типов в зависимости от силы сварочного тока: I типа - для тока 125 А; II типа - 125 - 315 А; III типа - 315 - 500 А.
Электрододержатель должен выдерживать без ремонта 8000 зажимов электродов. Время смены электрода не должно превышать 4 с.
Щитки и маски изготовляются по ГОСТ 1361 - 69. Материалом служит черная фибра или пластмасса с матовой поверхностью. Масса щитка не должна превышать 0,48 кг, маски - 0,50 кг.
Защитные стекла (светофильтры) предназначены для защиты глаз и кожи лица от лучей дуги, брызг металла и шлака. Основные виды светофильтров приведены в табл. 2.
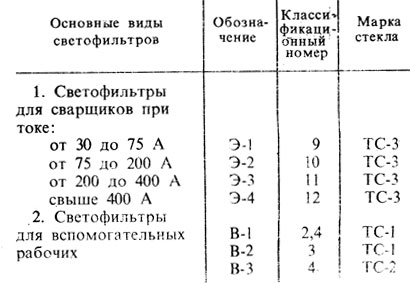
2. Светофильтры
Размер светофильтра - 52×102 мм. Светофильтр вставляется в рамку щитка или маски. Светофильтр защищают от брызг снаружи обычным оконным стеклом. Прозрачное стекло сменяется по мере загрязнения.
Сварочный провод служит для подвода тока от источника питания к электрододержателю и изделию. Электрододержатели присоединяются к гибкому с медными жилами проводу ПРГД или ПРГДО (ГОСТ 6731 - 68). При отсутствии значительных механических воздействий можно использовать провод АПРГДО с алюминиевыми жилами. Медный провод ПРГД может противостоять воздействию ударных нагрузок, а также трению о металлические конструкции, абразивные материалы. Медный провод ПРГДО и алюминиевый АПРГДО не могут подвергаться значительному механическому воздействию. Длина гибкого провода, к которому присоединяется электрододержатель, обычно равна 2 - 3 м, остальная часть его может быть заменена проводами марок КРПТ, КРПТН, КРПГ, КРПС, КРПСН с медными жилами и АКРПТ, АКРПТН с алюминиевыми жилами (ГОСТ 13497 - 68). Кабель марки КПРС имеет повышенную гибкость и может в процессе работы подвергаться значительным ударным нагрузкам. Соединение проводов разных марок выполняется муфтами, пайкой или медными кабельными наконечниками и болтами.
Провод, соединяющий свариваемое изделие с источником питания, может быть менее гибким и более дешевым. В этом случае применяют провод марки ПРГ (ГОСТ 20520 - 75).
Для присоединения к свариваемому изделию провод часто снабжают быстродействующим зажимом, изготовленным из электропроводного металла (меди, бронзы). Зажимы могут быть пружинного или винтового типа (рис. 10). Проводом от источника питания до изделия может служить алюминиевая или стальная шина, уложенная в деревянном кожухе.
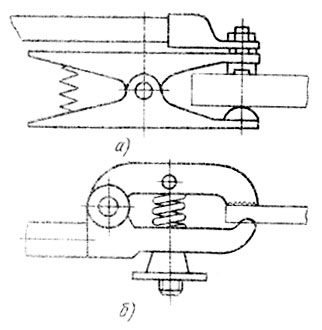
Рис. 10. Зажимы для присоединения сварочного провода к свариваемому изделию: а - пружинный; б - винтовой
Сечения медных проводов выбираются по установленным нормативам для электротехнических установок - 5 - 2 А/мм2 при токах 100 - 300 А.
Одежда сварщика - куртка и брюки - шьются из брезента, иногда из сукна или асбестовой ткани. Брюки надеваются поверх обуви для предохранения ног от ожогов горячими огарками, образующимися при смене электродов, и брызгами металла. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоваться брезентовыми рукавицами. При выполнении сварочных работ внутри замкнутых сосудов (котлов, емкостей, резервуаров и др.) сварщиков обеспечивают резиновыми ковриками, галошами, особыми наколенниками, подлокотниками и деревянными подставками (см. гл. XXVIII).
Инструмент электросварщика. При выполнении дуговой сварки необходим следующий инструмент: стальная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака; молоток-шлакоотделитель для удаления шлаковой корки, особенно с угловых швов или швов, расположенных в узкой, глубокой разделке между кромками (рис. 11); зубило; набор шаблонов для проверки размеров швов; стальное клеймо для клеймения швов, выполненных сварщиком; метр, отвес, стальная линейка; угольник; чертилка, а также ящик для хранения и переноски инструмента.
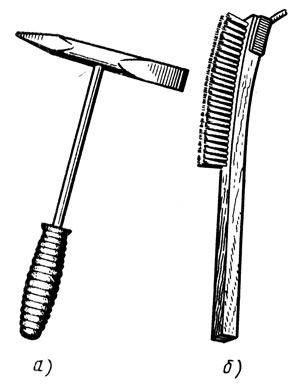
Рис. 11. Инструмент для зачистки шва и свариваемых кромок: а - молоток-шлакоотделитель, б - щетка
1. Что называется сварочным постом?
2. Какие существуют виды сварочных постов?
3. Объясните принцип действия сварочного трансформатора типа ТС-500.
4. Расскажите о конструкции сварочного выпрямителя типа ВСС-300-3.
5. Как устроен и работает сварочный преобразователь?
6. В чем заключаются обязанности сварщиков по обслуживанию источников питания сварочной дуги?
7. Перечислите необходимые принадлежности и инструмент электросварщика.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'