9. Выявление брака и снятие недоброкачественных покрытий
Качество медных покрытий проверяют по внешнему виду деталей (наличие непокрытых участков, дендритов, вздутий и т. п.), пористости покрытия, прочности сцепления его с основным металлом и толщине слоя меди.
На фиг. 3 показан один из видов брака - вздутие покрытия вследствие недоброкачественной подготовки поверхности детали.
Фиг. 3. Вздутия медного покрытия при недоброкачественной подготовке поверхности основного металла к покрытию
Пористость медного слоя проверяют в соответствии с ГОСТ 3247-46. Если меднение имеет своей целью местную защиту стали от цементации или другого диффузионно-термического процесса, то пористость в количестве 1-2 пор на 1 см2 допускается лишь на отдельных участках, не имеющих существенного значения при последующей механической обработке.
Подробные указания о методике контроля пористости и толщины медных покрытий приведены в выпуске 12-м Библиотечки гальванотехника.
Недоброкачественные, а также использованные после термических процессов медные покрытия можно удалить анодным растворением в хромовоаммонийном электролите. Его состав и режим обработки приведены ниже.

Катодами служат свинцовые пластины. Электролит практически не действует на сталь. Скорость анодного растворения меди определяется по диаграмме, изображенной на фиг. 4. Растворение меди в указанном электролите происходит и без тока, но гораздо медленнее, что также видно из диаграммы. По мере старения электролита скорость растворения меди уменьшается.
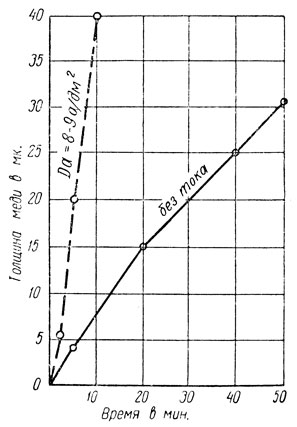
Фиг. 4. Диаграмма скоростей анодного и химического растворения меди в хромовоаммонийном электролите
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'