§ 40. Пайка
Пайка металлов известна с глубокой древности. Различными приемами пайки хорошо владели ювелиры античной Греции и Древнего Рима. Тонко и искусно спаянные художественные произведения из золота, серебра и бронзы встречаются в культуре скифов и Древней Руси.
Пайка - неразъемное соединение металлических деталей с помощью расплавленного сплава, называемого припоем. Для того чтобы осуществить пайку, необходимы следующие условия:
- Жидкий расплавленный припой должен смачивать поверхность твердого металла, т. е. силы сцепления внутри капли припоя должны быть меньше сил сцепления, возникающих между припоем и спаиваемой деталью.
- Спаиваемый металл и припой должны плотно соприкасаться друг с другом, т. е. между ними не должно быть оксидной пленки или каких-либо других загрязнений. Поэтому перед пайкой спаиваемые места необходимо хорошо зачищать шабером, напильником и шкуркой, чтобы удалить с поверхности грязь, жир, краску и т. п. Но кроме механических загрязнений, удаляемых зачисткой, на поверхности металла всегда есть оксидная пленка, которая образуется на металле от соприкосновения с кислородом воздуха. Хотя эту пленку можно удалить механическим путем, в процессе пайки она вновь образуется и тем быстрее, чем выше температура. Для удаления оксидной пленки, образующейся во время пайки, применяются специальные вещества - флюсы (см. ниже).
- Припой и спаиваемый металл должны образовать между собой сплав, т. е. обладать способностью диффундировать (проникать) друг в друга.
Образование такого сплава происходит непосредственно во время пайки, когда жидкий припой заполняет щель между спаиваемыми частями металла.
Жидкий припой проникает в глубь основного металла, впитывается в него, заполняя мельчайшие поры, при этом он растворяет металл и сам растворяется в нем (взаимная диффузия).
Известно, что металлы, имеющие высокую температуру плавления, могут растворяться в жидком металле с гораздо более низкой температурой плавления. Например, медь, плавящаяся при 1083°С растворяется в расплавленном олове, температура плавления которого 232°С; точно так же железо, имеющее температуру плавления 1535°С, растворяется в цинке, температура плавления которого 419°С; сурьма 630°С - в свинце 327°С; углерод 3000°С - в железе 1535°С; никель 1455°С - в меди 1083°С и т. п.
Современные методы пайки весьма разнообразны и позволяют соединять почти все металлы и сплавы. Однако пайка из-за трудоемкости применяется главным образом в художественных изделиях интерьерного характера, выполняемых в небольших сериях,- декоративных предметах, бытовых и ювелирных изделиях. В последнее время пайка все больше и больше заменяется сваркой.
Различают два основных вида пайки:
- пайку мягкими припоями с температурой плавления до 400°С;
- пайку твердыми припоями - температура их плавления свыше 550°С.
Пайка мягкими припоями имеет следующие преимущества: незначительный нагрев соединяемых деталей, сохранение размеров и формы деталей, простота способа, высокая плотность шва и др. Недостатки - невысокая прочность и термостойкость в пределах 100°С.
В процессе пайки мягкими припоями производят следующие по порядку операции:
- Перед пайкой детали подгоняют друг к другу и места пайки тщательно очищают напильником или шкуркой.
- Очищенные поверхности покрывают флюсом и облуживают.
- Рабочий (заостренный) конец паяльника тщательно очищают, а если необходимо, запиливают драчевым напильником. Паяльник нагревают и его рабочий конец облуживают, для чего его предварительно погружают или натирают нашатырем (хлористым аммонием).
- Паяльником расплавляют припой и переносят его на соединяемые поверхности деталей.
- Паяльником медленно водят вдоль шва, пока он не прогреется, и припой равномерно заполняет его.
- После застывания припоя шов тщательно промывают и высушивают и, если необходимо, зачищают шкуркой, а наплывы припоя удаляют шабером или напильником.
Паяльник обычно нагревают до 400-450°С. Перегрев паяльника до 600°С и выше недопустим, так как медь, из которой сделан паяльник, начнет энергично окисляться и не будет брать и держать припой. Кроме того, медь при перегреве поглощает олово, оставшееся на паяльнике, отчего его рабочий заостренный конец становится хрупким и зазубренным.
Спайку предметов мягкими припоями производят на деревянной подкладке, так как металлическое основание поглощает значительную часть тепла, охлаждает детали и затрудняет работу.
Пайка твердыми припоями, у которых температура плавления выше 550°С, дает прочные, герметичные соединения. Твердые припои в основном состоят из меди, серебра, цинка и др. и применяются для пайки черных, цветных и драгоценных металлов.
Пайку твердыми припоями производят в следующем порядке:
- Спаиваемые поверхности припиливают и подгоняют. Плотность подгонки во многом обеспечивает успех пайки.
- Спаиваемые детали соединяют и закрепляют между собой посредством струбцин и других зажимных инструментов, а также связывая проволокой из мягкой стали.
- Спаиваемые поверхности покрывают флюсом (бурой) и медленно прогревают пламенем горелки или паяльной лампы.
- На нагретый шов раскладывают припой, и нагревание продолжается до тех пор, пока припой не расплавится и не зальет зазор в соединении.
- После охлаждения производят зачистку шва и промывку для удаления остатков флюса.
В процессе пайки необходимо внимательно следить за растеканием припоя. Он начинает плавиться, как только расплавится и сделается жидкой бура (флюс). Если припой собирается к одной стороне, значит это место нагрето сильнее и следует подогревать другую сторону, тогда припой пойдет по всему шву. Если же подогрев не дает результатов, необходимо добавить флюс и припой. Из твердых припоев наибольшее распространение имеют латунные припои (составы их показаны в табл. 36).
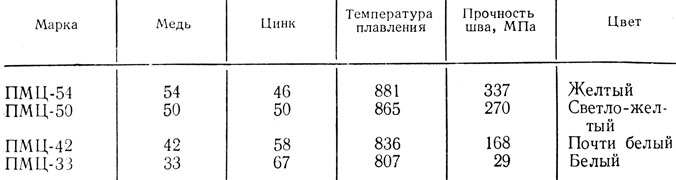
Таблица 36
Для пайки изделий из меди, латуни и бронзы, а также изделий из серебра применяются следующие серебряные припои (в %), содержащие цинк:

Кроме этих припоев, выпускаемых промышленностью, можно рекомендовать следующие составы припоя, которые легко приготовить; они дают хорошие результаты и могут быть рекомендованы для ювелирных работ:

Ювелирные припои для золотых изделий по содержанию золота должны соответствовать пробе изделия; для серебряных припоев это не обязательно. В табл. 37 приведены некоторые из ювелирных припоев, применяемых в ювелирной промышленности.
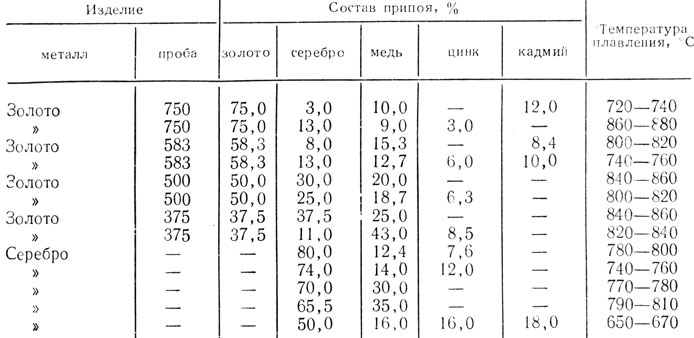
Таблица 37
Флюсы. Их можно разделить на две группы:
- флюсы, растворяющие оксидные пленки металлов, восстанавливающие окиси металлов до металлов (а иногда растворяющие и сам металл). К ним относятся: соляная кислота, хлористый цинк, борная кислота и бура;
- флюсы, которые не производят никакого химического действия, а служат лишь для образования защитного покрытия ранее очищенного металла; ими пользуются при пайке оловянно-свинцовым припоем. К ним относятся канифоль, воск, смола и др. В ювелирной промышленности они не применяются.
Соляная кислота применяется для пайки цинка и железных цинковых изделий. После употребления соляной кислоты изделие надо тщательно промывать - лучше в горячей воде, так как оставшаяся на изделии соляная кислота ускоряет коррозию.
Хлористый цинк плавится при 263°С; приготовляется травлением цинка в соляной кислоте; применяется при пайке мягкими припоями латуни, меди, железа; после пайки изделие необходимо промывать, так как остатки хлористого цинка образуют очаги коррозии. Это наиболее распространенный флюс для оловянно-свинцовых припоев. Выпускается в основном в порошке; он легко растворим в воде в отношении 1:4.
Хлористый цинк - аммоний состоит из смеси хлористого цинка (75%) и нашатыря (25%). Такая смесь плавится при 175°С, т. е. ниже температуры плавления оловянно-свинцовых припоев; он применяется при пайке оловянно-свинцовыми припоями в водном растворе (на 1 ч. порошка 3-4 ч воды).
Бура - универсальный флюс при твердой пайке латуни, меди, бронзы, железа и т. п. Перед употреблением буру лучше прогреть на железном листе, чтобы выпарить из нее кристаллизационную воду (которую она поглощает из воздуха). Температура плавления буры 741 °С. После пайки изделие надо положить в отбел (15%-ный раствор серной кислоты), чтобы удалить соли буры (твердую прозрачную корку, которая образуется при соединении расплавленной буры с окислами металлов), или прокипятить в горячем отбеле - тогда корка отстает быстрее.
Стеклянный порошок применяется вместо буры при твердой пайке; его приготовляют так: нагревают стекло и затем быстро бросают в холодную воду - такое стекло легко растолочь в порошок.
Жидкое стекло (флюс для твердой пайки) - приготовляется сплавлением соды с чистым белым порошком стекла. Полученный сплав стекла и соды растворяют в воде и в жидком виде используют как флюс. Жидкое стекло нельзя хранить в стеклянных сосудах с притертыми пробками - их потом невозможно открыть.
Плавиковая кислота (фтористоводородная) - применяется при пайке чугуна медью и латунью. Подробно составы припоев и способы пайки скани см. § 33.
Флюсом для ювелирной пайки служат бура и борная кислота. Для серебряных изделий применяют насыщенный водный раствор буры, а для золотых лучше применять раствор буры - 10 г и 10 г борной кислоты на 100 г воды.
После пайки золотые изделия 750, 583 и 500-й проб отбеливают в 5-10%-ном растворе соляной кислоты (при температуре 40-60°С) или в 10-15%-ном растворе серной кислоты (при температуре 60-70°С). Эти же растворы применяются и для платиновых изделий.
Золотые изделия 375-й пробы отбеливают в 5-10%-ном растворе серной кислоты (температура около 50 °С). Этот же отбел применяют для серебряных изделий. Кроме того, для отбеливания серебра применяют 1-2%-ный раствор соляной кислоты при температуре 30-40° С.
Изделия из мельхиора и нейзильбера травят в 10-12%-ном растворе серной кислоты с добавлением хромпика (5 г хромпика на 1 л раствора). Медные, латунные и бронзовые изделия отбеливают в растворах серной кислоты.
Ювелирные золотые изделия после пайки дополнительно обрабатываются 50%-ным раствором серной кислоты при температуре 80°С; при этом с поверхности удаляется медь и частично серебро и поверхностный слой изделия обогащается золотом и приобретает желаемый цвет.
Изделия с эмалью можно отбеливать только в очень слабых серных, но лучше в соляных отбелах.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'