§ 38. Правка и гибка металла
Правка. На изготовленных из металла заготовках и деталях после отжига, сварки, вырезки и других операций появляются изгибы, местные неровности, выпучины и вмятины различной формы, волнистость и прочие дефекты. Операция по устранению этих дефектов называется правкой.
Ручную правку листового металла производят на плите или наковальне при помощи деревянных молотков или молотков, сделанных из меди, свинца, алюминия или резины.
Заготовки из прутковой и профильной стали правят стальными молотками с круглым выпуклым бойком. Крупные заготовки правят ударами кувалды или на механических молотах и прессах.
Так как при ударах стальным молотком на металле неизбежно остаются следы, при правке изделий с уже обработанной поверхностью применяют подкладки из мягких материалов (дерево, латунь и др.). Тонкий листовой драгоценный металл (золото, серебро), а также фольгу правят, разглаживая деревянными или металлическими гладилами.
Наиболее трудоемкой является операция правки листового металла. Различают три случая: правка волнистости полосы или на краях (рис. 95, а), правка изогнутых (серповидных) заготовок под линейку (рис. 95, б) и правка выпучин.
При правке волнистости полосы или по краям заготовки, которая чаще всего получается при вырезании ее из листа, наносят удары молотком, начиная от наиболее выпуклых мест к краям (рис. 95, а). Наиболее сильные удары наносят в середине и силу удара уменьшают по мере приближения к краям. Таким образом, выпуклые участки полосы осаживаются и волнистость выравнивается.
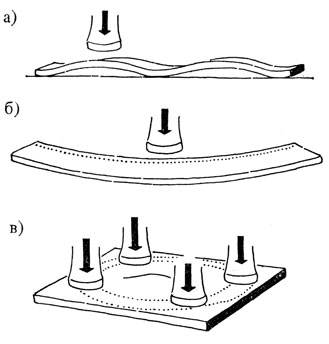
Рис. 95. Правка полосового и листового металла: а - правка полосы на плите; б - правка полосы, имеющей серповидную кривизну; в - правка листовой заготовки с выпучиной
Чем тоньше листовая заготовка, тем аккуратнее и внимательнее надо производить правку, так как при неправильном ударе молотком его боковые грани легко могут испортить заготовку или даже пробить ее.
Правку длинных, узких, серповидно изогнутых заготовок производят на плите под линейку, Для этого заготовку кладут на плиту, одной рукой прижимают к плите и молотком (деревянным или стальным с выпуклым бойком) наносят удары, начиная с более короткой вогнутой кромки изогнутой заготовки, т. е. той, где волокна металла сжаты и их необходимо растянуть для того, чтобы заготовка выровнялась. В начале правки удары по вогнутой кромке должны быть более сильные, и по мере приближения к противоположной кромке - все слабее и слабее. Этим достигается то, что вогнутая, более короткая, кромка постепенно вытягивается и заготовка выпрямляется, что контролируется линейкой (рис. 95, б).
Правку выпучин производят на плите, которая по своим размерам должна быть больше заготовки настолько, чтобы края заготовки не свешивались с плиты. Перед началом правки выпучины обводят мелом или простым карандашом, затем заготовку кладут на плиту выпуклым местом вверх и начинают наносить удары молотком рядами, от края заготовки в направлении выпучины, как показано на рис 95, в. Под ударами молотка металл вокруг выпуклого места вытягивается, постепенно выравнивается и выпучина исчезает. Нельзя наносить удары по выпуклому месту - от этого оно еще больше увеличивается; удары наносят частые, но не сильные. По мере приближения к выпуклости удары должны быть слабее.
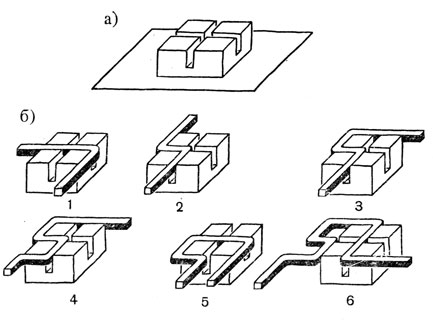
Рис. 96. Последовательные операции гибки элемента решетки из квадратного прутка на специальной оправке: а - оправка, б - последовательные операции гибки
Гибка. При помощи гибки из прямолинейной заготовки получают криволинейное изделие. Гибку заготовки производят путем сгибания ее вокруг какой-либо оправки, форму которой она принимает, в тисках или на плите на нужный угол. На рис. 96 изображены оправка и последовательные операции гибки (1-6) квадратного прутка для изготовления элемента решетки. При толстых заготовках гибку осуществляют ударами молотка, лучше всего деревянного, не оставляющего на металле следов от удара. Иногда гибку производят на глаз или по шаблону. Проволоку гнут плоскогубцами или круглогубцами (рис. 97).
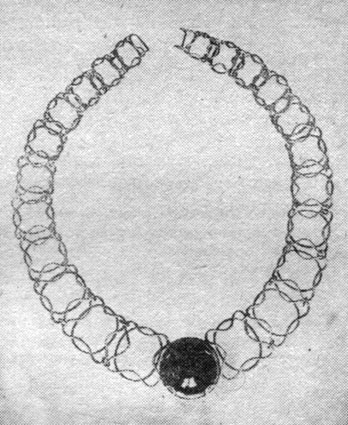
Рис. 97. Современное ювелирное украшение, выполненное гибкой круглогубцами. Автор С. Д. Кирюшкин, 1976 г. МВХПУ (учебная работа)
В процессе гибки наружные слои металла растягиваются и удлиняются, а внутренние, сжимаясь, укорачиваются. Неизменным по длине остается так называемый нейтральный слой, который у симметричных по сечению заготовок (квадратных, прямоугольных, круглых, овальных, шестигранных и др.) лежит на равном расстоянии от сторон, посередине, а у несимметричных профилей (треугольного, полукруглого) нейтральный слой проходит через центр тяжести сечения.
Расчет длины заготовки, подлежащей гибке, производят по чертежу, ориентируясь на нейтральный слой, который в процессе деформации сохраняет длину неизменной.
Если после гибки внутренний угол должен быть без закругления, длину заготовки L определяют по формуле
где l1 и l2 - длина участков заготовки по обе стороны изгиба, мм; m - половина толщины материала, мм.
Если гибку производят с определенным радиусом закругления, длину заготовки L вычисляют по формуле
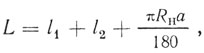
где l1 и l2 - длина участков заготовки по обе стороны изгиба, мм; Rn - радиус изгиба нейтрального слоя, мм; a - угол гибки, град.
Пример 1. Определить длину заготовки, сгибаемой под прямым углом без закругления; длина прямых участков: l1 = 10 мм; l2 = 20 мм; толщина заготовки квадратного сечения 4 мм.
Решение.

Округление до большего значения необходимо, если после гибки предполагается запиливание краев в размер.
Пример 2. Определить длину заготовки, сгибаемой под углом а = 90° при радиусе R = 6 мм и толщине (круглого по сечению) материала m = 4 мм; длина участков по обе стороны загиба l1 = 30 мм и l2 = 20 мм.
Решение.

Пример 3. Определить длину заготовки для обручального кольца при внутреннем диаметре 18 мм и толщине материала прямоугольного сечения 2 мм.
Решение.

Полученные в примерах размеры следует округлить до большего значения на припиловку краев в размер после гибки.
Часто длину заготовки указывают на чертеже; тогда определять ее нет необходимости. Если радиус гибки очень мал, то в металле могут образоваться трещины. Чтобы этого избежать, не следует гнуть по радиусам, меньшим двойной толщины заготовки.
Листовой металл после прокатки имеет волокнистую структуру. Чтобы не получалось трещин, его следует гнуть поперек волокон или так, чтобы линия гиба составляла с направлением прокатки угол, равный 45°.
При гибке деталей из листового металла (а в отдельных случаях также и проволоки круглого и квадратного сечения, полос и т. п.) происходит явление распружинения, т. е. угол изгиба несколько увеличивается, а деталь выпрямляется после снятия напряжения. Величина угла, на который распрямляется деталь, вследствие упругой отдачи зависит от степени упругости металла, его толщины и радиуса изгиба. Заранее точно определить угол пружинения очень трудно, поэтому приходится заготовки загибать сильнее, т. е. с заведомо меньшими радиусами и углами изгиба, а оснастку (оправки) для получения точных изгибов деталей необходимо подбирать и дорабатывать (доводить) опытным путем.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'