§ 34. Эмалирование (финифть)
Слово "эмаль" латинского происхождения, а "финифть" - греческого, что означает блестящий камень ("фингитис").
Эмаль представляет собой тонкий слой стеклянного сплава более или менее легкоплавкого, различных цветов. Ее наносят в порошкообразном состоянии на поверхность изделия и сплавляют непосредственно на нем путем нагрева изделия. Эмаль кроме декоративного значения обладает также защитными, антикоррозионными свойствами. Она отличается большой стойкостью не только против атмосферных влияний, но и против воздействия химических реагентов - кислот, щелочей, ядовитых газов и т. п. Эта стойкость позволяет использовать эмали в архитектурных сооружениях, работающих в условиях экстерьера.
По составу и характеру строения эмали представляют собой стекловидный твердый раствор кремнезема, глинозема и других окислов, которые обычно называют "плавнями". Некоторые из них - окиси свинца, калия, натрия - увеличивают легкоплавкость эмалей, но в то же время делают ее менее стойкой против внешних условий; другие - окиси кремния, алюминия, магния - увеличивают прочность эмали и ее тугоплавкость.
Д. И. Менделеев рассматривал эмали как раствор более тугоплавких стеклообразных соединений в легкоплавких. Он указывал на то, что пропорция тех и других должна быть подобрана так, чтобы при охлаждении и затвердевании эмали не происходило выделения части вещества в кристаллическом виде (так называемое расстекловывание), что происходит в случае, когда в составе эмали преобладают окись кремния и другие тугоплавкие соединения. С другой стороны, избыток легкоплавких соединений, например окисей натрия и калия, делают эмаль малопрочной; она легко трескается, разъедается кислотами и даже растворяется в горячей воде (подобно растворимому стеклу).
Избыток окиси свинца также не желателен, так как эмаль получается мягкая. Однако в сплаве с другими кремне- и борнокислыми солями свинцовая окись, взятая в норме, образует достаточно прочную эмаль и, кроме того, придает ей блеск, яркость цвета и легкоплавкость; этим и объясняется широкое использование окиси свинца для приготовления художественных эмалей в прошлом. Состав эмалей очень не одинаков и изменяется в широких пределах в зависимости от назначения.
По составу эмали разделяют на прозрачные и глухие (непрозрачные). Глушение осуществляется добавкой в шихту окиси олова или трехокиси мышьяка. Аналогичную роль глушителей прозрачности эмалей играют также соединения фтора и фосфорная кислота. Обычно для получения цветных эмалей (прозрачных или глухих) сначала готовят основной сплав, а затем к этому бесцветному сплаву добавляют различные красители и вновь все переплавляют. Примером такой основы для современных ювелирных цветных эмалей может служить бесцветный сплав состава, представленного в табл. 25.
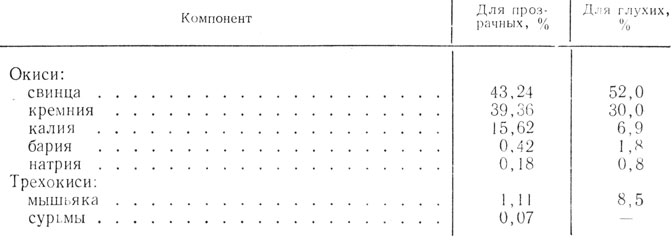
Таблица 25
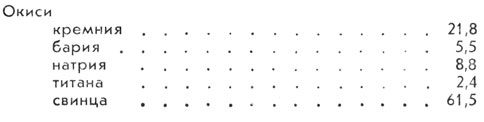
Для прозрачных и наиболее легкоплавких эмалей можно рекомендовать следующий состав сплава (в вес. %), в котором количество окиси свинца достигает 61,5%, а вместо окиси калия введена окись титана:
Для получения цветных эмалей пользуются красителями, которые добавляют к основе в различных пропорциях (табл. 26).
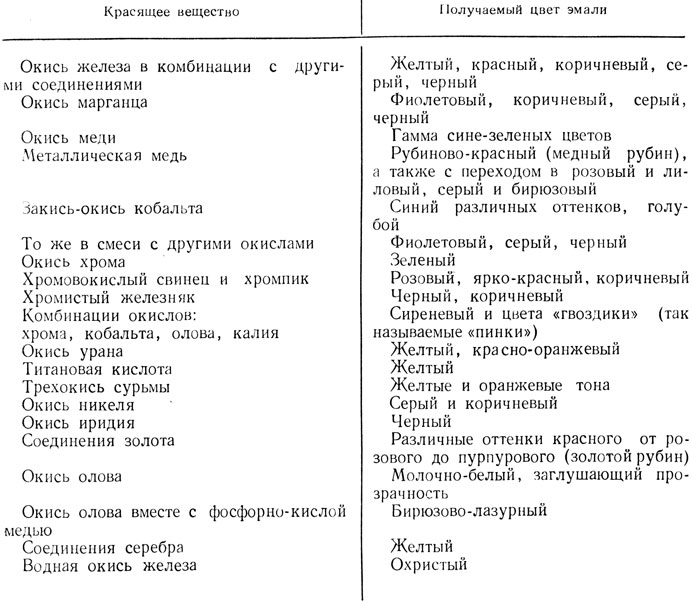
Таблица 26
Применяются также и другие красители.
Требования, предъявляемые к художественным эмалям:
- легкоплавкость (в пределах до 800°С, а для алюминия до 600°С);
- химическая устойчивость в процессе отбеливания;
- хорошая кроющая способность;
- прочность соединения эмали с металлом;
- яркий, чистый цвет;
- блеск.
Весь процесс эмалирования можно разделить на три этапа: подготовка изделия под эмаль; наложение эмали; обжиг эмали.
Наиболее часто употребляемые современные эмали для серебра 875-й пробы, меди и томпака (Л-90) приведены в табл. 27. (Звездочкой отмечены эмали, пригодные также и для золота 583-й пробы.)
Подготовка изделия под эмаль. Этот процесс заключается в очистке металла от различных загрязнений, оксидных пленок и т. п. Обычно это производится путем механической очистки на крацовочных щетках с последующим обезжириванием и травлением изделия в азотной кислоте или отбеливанием в слабом растворе серной кислоты.
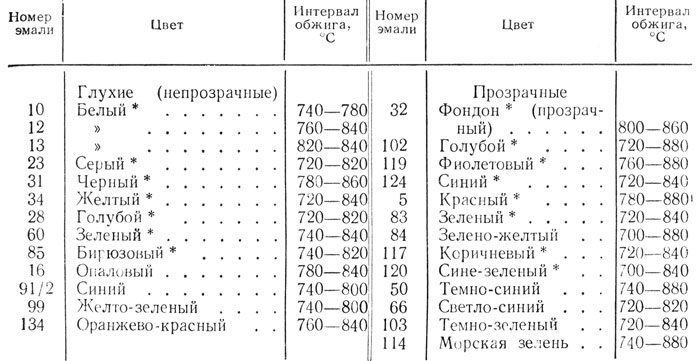
Таблица 27
* (Рекомендуется проводить обжиг на нижнем пределе, т. е. при 780 °С.)
При эмалировании медных предметов очищенное изделие подвергают нагреву в печи до тех пор, пока на поверхности металла не появится тончайшая пленка окисла, возникающая от соприкосновения горячего металла с кислородом воздуха. Эта пленка очень прочно соединена с металлом и способствует прочному соединению эмали с металлом. Обработанное таким образом медное изделие вынимают из печи, дают остыть, после чего приступают к наложению эмали.
При эмалировании изделий из драгоценных металлов необходимо производить предварительное "облагораживание", т. е. повышение процентного содержания драгоценного металла в поверхностном слое. Это достигается многократным отжигом с последующим травлением и крацеванием.
В табл. 28. приведено число необходимых отжигов с последующим травлением для изделий из золота и серебра различных проб.
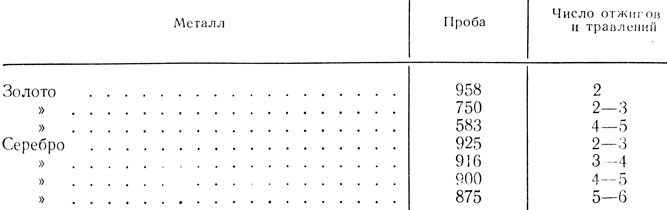
Таблица 28
Следует иметь ввиду, что большое содержание меди в поверхностном слое серебряных изделий затрудняет применение красной эмали "золотой рубин" - она чернеет. Низкопробные золотые и серебряные сплавы для эмалирования непригодны.
Наложение эмали. Прежде всего эмаль необходимо превратить в порошкообразное состояние. Порошок должен быть достаточно мелким - до 0,01 мм, так как крупные частицы трудно распределять ровным слоем по поверхности металла, однако очень тонкое раздробление эмали тоже нежелательно, потому что после обжига на таких эмалях образуются мутные пятна (особенно это относится к прозрачным эмалям). Очень важно, чтобы величина зерен в размолотой эмали была приблизительно одинакова; при неоднородности зерен мелкие плавятся гораздо скорее и успевают уже выгореть, пока начнут плавиться наиболее крупные, в результате чего цвет эмали становится тусклым, а иногда и грязным (особенно при прозрачных эмалях).
Для удаления чрезмерно мелких (пылевидных) частиц, образующихся при размалывании эмали, пользуются обычно водой. Размолотая эмаль несколько раз промывается в воде - крупные частицы быстро оседают на дно, а мелкие, пылевидные, в виде мути сливаются. Размалывание эмали на крупных производствах осуществляется на шаровых мальницах, а в лабораториях - путем толчения в ступках, причем последние должны быть сделаны из прочных материалов - яшмы, агата.
Существует два способа наложения эмали на изделия: ручной и машинный.
Ручной способ. заключается в следующем: размолотую эмаль размешивают с водой и в виде кашицы накладывают на изделие при помощи кистей или специального инструмента - узкого металлического шпателя. Для разравнивания слоя эмали изделие слегка встряхивается. Ручной способ обычно применяется при наложении эмали на небольшие поверхности сложных конфигураций и профилей, например в ювелирном деле.
Машинный способ наложения эмали применяют для эмалирования больших плоских поверхностей. Толченую, хорошо просеянную эмаль размешивают с водой, в которую добавляют крепители: декстрин, мочевину (2-2,5 г на 1 л шликера) и др. и наносят на поверхность при помощи специального аэрографа, все время следя, чтобы слой был равномерным и не толстым. При эмалировании плоских поверхностей эмаль одновременно наносят на обе стороны пластины. Эмаль, нанесенную на оборотную, левую сторону изделия, называют контрэмалью, и она служит для предотвращения коробления изделия, которое возникает в силу различного коэффициента расширения эмали и металла.
Значение коэффициента расширения эмали очень велико. Он должен по возможности соответствовать коэффициенту расширения металла или сплава, на который накладывают эмаль; в противном случае при остывании эмаль отслаивается от изделия, несмотря на тщательность соблюдения технологического процесса. Отслаивание наблюдается и в случае, если коэффициент расширения эмали больше, чем у металла, и в другом случае, если коэффициент расширения эмали меньше, чем у металла.
После наложения эмали изделие тщательно просушивают, иначе при обжиге эмали оставшаяся вода закипит и изделие получит брак в виде пузырей, пустот и т. п. Желательно, чтобы обжиг эмали производился непосредственно после ее наложения, так как необожженная эмаль хрупка и непрочна. Сначала удаляют воду (отсасывают), которая нужна была при нанесении эмали, приложив к краю изделия кусок пропускной бумаги. Затем предметы подсушивают в подогретом муфеле или в маленькой печи до тех пор, пока порошок не станет сухим (перестанет выделяться пар). Если при подсушивании или при посадке в печь отпадает кусочек эмали, нельзя добавлять сырой эмали, так как на этом месте получатся мутные пятна. Нужно поправить это место сухим эмалевым порошком или обжечь весь предмет и поправить после обжига, или же снять весь порошок и нанести его вновь.
Обжиг эмали. Обжиг эмали требует температуры нагрева 600-800°С. Для этого лучше всего применять электрические печи с открытыми спиралями. Такие печи очень производительны и экономичны. Мелкие ювелирные изделия помещают в обычные электрические муфели лабораторного типа с закрытой обмоткой. Для обжига эмали можно пользоваться и газовым пламенем, и другими источниками тепла. Однако во всех случаях пламя не должно соприкасаться с эмалевой поверхностью, так как копоть, попадая в эмаль, может испортить изделие. Поэтому обычно при нагреве открытое пламя направляют на оборотную, левую сторону изделия. Каждый предмет, обжигаемый в печи, необходимо помещать на специальную подставку, от качества которой во многом зависит успех обжига. Подставка должна отвечать следующим требованиям:
- не изменять формы при нагреве;
- не вступать в соединение с расплавленным эмалевым покровом;
- не прилипать к эмали;
- не образовывать на своей поверхности окалины.
Асбестовые формы горят в эмали. Их можно применять только в случае, когда на поверхности нет эмали, а она находится внутри. На формах из простой стали в жаре образуются частички окиси железа (окалина), которые легко вплавляются в эмаль и оставляют черные пятна.
Самые лучшие подставки делают из никеля или никелевых сплавов, а также из жароустойчивой (хромоникелевой) стали, так как они в жаре остаются неизменными. Формы подставки обусловливаются формой объекта. На рис. 82 показаны варианты подставок.
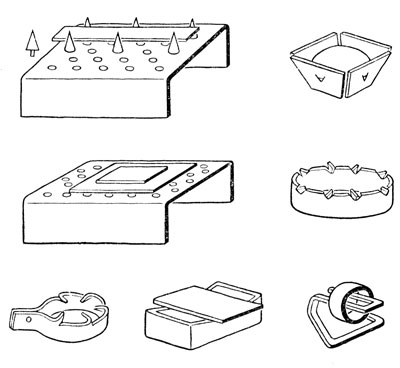
Рис. 82. Подставки для обжига эмали
Различные эмали обычно обладают различной температурой плавления, поэтому, прежде чем приступить к наложению эмали на изделие, необходимо проверить, как велик температурный диапазон плавления наиболее легкоплавких и тугоплавких эмалей, выбранных для работы. Для этого на небольшой пластине из того же металла, что и само изделие, накладывают все подлежащие испытанию эмали и, просушив их, начинают нагревать.
Если диапазон, в течение которого расплавятся все эмали, но велик, то проба дала положительные результаты и можно приступить к наложению эмалей на изделие. Однако иногда в результате пробы обнаруживается, что легкоплавкие эмали выгорают при температуре плавления тугоплавких эмалей. В таком случае одни из них или совсем исключают из производства, или поступают следующим образом: сначала накладывают и обжигают все тугоплавкие эмали, а затем добавляют недостающие цвета легкоплавких и обжигают их еще раз при более низкой температуре.
При обжиге эмали изделие нагревается до красного каления. До обжига поверхность эмали имеет шероховатую, тусклую структуру. По мере нагревания поверхность выравнивается, сливается и приобретает стекловидный блеск. Как только появляется блеск, нагрев прекращается и изделие постепенно остывает. Если после первого наложения и обжига эмали на изделии обнаруживаются незначительные дефекты - трещины, пузыри, обнаженные места металла, то они исправляются повторным наложением эмали с последующей просушкой и обжигом. После обжига изделие окончательно отделывают.
При отделке изделия отбеливают металлические части (свободные от эмалевого слоя), которые в результате обжига покрываются окалиной. Отбеливание производится в слабом растворе серной кислоты (не выше 15%), так как некоторые эмали, не стойкие к кислотам, могут потускнеть и потерять яркость и блеск. В связи с этим отбеливание лучше производить в концентрированной соляной кислоте, а для эмалей с пониженной кислотоустойчивостью применять лимонную или щавелевую кислоты. Раньше для отбеливания эмалей с большим содержанием свинца применяли органические вещества, не действующие на эмаль (квас, клюкву и др.). Дальнейшая отделка изделий выполняется обычными способами (см. "Отделочные работы").
Классификация эмалей
Существует большое разнообразие эмалей. Как уже известно, они различаются как по составу эмалевой массы, так и по технологическим особенностям подготовки металлической основы под эмаль.
В одних случаях художественный эффект достигается тем, что эмаль вводится в композицию изделия в небольшом количестве в виде отдельных цветовых пятен на общем металлическом фоне (выямчатые эмали). В других случаях эмаль является основным декором, а металлические перегородки играют роль контуров, разделяющих эмали различных цветов (перегородчатые эмали). Наконец, эмалью покрывают изделие сплошь, а металл служит только конструктивной основой, обусловливающей форму изделия (сплошные эмали). Можно выделить следующие виды эмалей и их разновидности.
Выемчатые эмали. Это наиболее древний вид художественной обработки. Они были известны еще египтянам, ассирийцам и финикийцам. Особого расцвета выемчатая эмаль достигла в Византии. Искусные образцы этой техники сохранились в Грузии и в курганах домонгольской Руси. Для выполнения эмали этого вида на изделии предусматриваются специальные углубления - выемки, которые затем заполняют эмалью. Глубина выемки влияет на эффект прозрачной эмали: чем глубже выемка, тем темнее краска. Дно углубления гладко зачищают, и оно служит рефлектором. Стены выемки могут быть вертикальными или книзу уже; расширение их книзу, как при таушировании (см. выше), создает напряжение в эмали, что ведет к растрескиванию.
Для непрозрачных эмалей металлическая основа должна оставаться шероховатой. Выемчатую эмаль можно применять для декорировки литых (рис. 83) или обронных изделий. В первом случае углубления под эмаль предусматривают на модели и осуществляют непосредственно в процессе отливки, во втором - режут штихелем или вырубают зубилом. Выемчатую эмаль применяют и для изделий из листового металла, выполненных чеканкой. Тогда эмалью покрывают углубленный фон или отдельные участки узора.

Рис. 83. Литая чернильница с выемчатой эмалью XVIII в. Музей МВХПУ
В современной практике при серийном и массовом производстве изделий необходимые углубления под эмаль осуществляют техникой штампа, например значки и ювелирные изделия. Заполнение углублений эмалью может быть различным. В одних случаях эмаль покрывает только дно углублений и нижние части стенок, образуя своеобразный цветной вогнутый мениск. В других в результате многократного заполнения и обжига эмаль уравнивают с краями выемки заподлицо, и она образует одну ровную поверхность с выступающими частями металла.
Перегородчатые эмали. Различают несколько вариантов этой техники, большинство из которых также относится к древним приемам обработки художественных изделий из металла:
а) Перегородчатая эмаль с листовыми (ленточными) перегородками. Эта разновидность перегородчатых эмалей особого расцвета достигла в Византии и домонгольской Руси. Технологический процесс в основном сводится к следующему: на тонком золотом листе (высокой пробы) при помощи стальной прорезной матрицы (а иногда вручную) продавливается углубление, соответствующее контуру рисунка. Углубление имеет плоское дно и вертикальные стенки в 1-1,5 мм. Иногда углубление не продавливается, а подпаивается в форме неглубокой коробочки (лоточка) с плоским дном. Затем от тонкого золотого листа толщиной в несколько десятых (а иногда и сотых) долей миллиметра нарезаются узкие полоски (ленточки). Из этих полосок при помощи специального пинцета выгибаются перегородки, соответствующие контурам рисунка, и при помощи вишневого клея (камеди) приклеиваются к дну углубления. После установок всех перегородок по рисунку на клей они припаиваются. Пайка осуществляется достаточно тугоплавким припоем с температурой плавления, превышающей температуру плавления эмали.
Припой в размельченном виде насыпается в небольшом количестве между перегородками на дно углубления, и изделие нагревается. Клей выгорает, а перегородки припаиваются. Затем каждую ячейку, образованную перегородками, заполняют цветной эмалью и после просушки обжигают. Операция повторяется несколько раз, пока уровень эмали не достигает уровня фона. Этот вид эмалевой техники применяется для небольших ювелирных золотых изделий - как орнаментальных, так и с лицевыми изображениями.
б) Перегородчатые эмали с перегородками из проволоки. Эти эмали по своей технологии отличаются от вышеописанных тем, что перегородки изготовляют не из листового металла, а из волоченой и затем вальцованной (плющеной) проволоки (0,15-0,6 мм) по преимуществу серебряной (чистое серебро). Материалом для изготовления основы изделия служит также серебро или гораздо чаще красная медь, особенно при производстве крупных изделий, например декоративных ваз, достигающих двух- и трехметровой высоты. Примером этой техники могут служить китайские эмали, которые применяются для декорирования самых различных предметов, как плоских (подносы, блюда), так и объемных (вазы, светильники, декоративные фигуры животных и птиц и т. п.).
На дифованные из листового металла (серебро, медь) изделия, выколоченные целиком или по частям по рисунку, устанавливаются перегородки из вальцованной проволоки. После наклейки они не припаиваются, а пространства между ними сразу же заполняются эмалью. В процессе обжига клей выгорает, а эмаль сплавляется, и перегородки хорошо удерживаются массой эмали. Затем все изделие шлифуют и выступающие части перегородок спиливают. После шлифовки изделие вновь обжигают для придания эмали блеска (рис. 84).

Рис. 84. Декоративное блюдо 'Кони'. Автор Жаргал. 1976 г. МВХПУ
Спильные перегородчатые эмали на серебре или золоте (по технологии, принятой на Ленинградском производственном объединении "Русские самоцветы") после опиловки эмалевого слоя абразивными материалами и соответствующей тщательной промывки в воде промывают еще и в растворе плавиковой кислоты (45%-ной для золота и концентрированной для серебра). Промывку осуществляют, погружая изделие на 30-60 с в раствор в сетчатой корзине из винипласта. Раствор плавиковой кислоты используется до тех пор, пока на дне ванны не образуется осадок силикатов (время работы 100-120 ч). После обработки плавиковой кислотой изделие вновь тщательно промывается в холодной и горячей воде и обжигается.

Рис. 85. Серебряная братина XVIII в. Москва. Государственный Исторический музей
в) Филигранные перегородчатые эмали. Они характерны для древнерусского ювелирного искусства XVI и особенно XVII вв. Изготовляются они из золота, серебра или меди. Филигранной перегородчатой эмалью украшают самые различные предметы: посуду, ювелирные украшения, ларцы, коробочки, церковную утварь, оклады икон и др. Перегородки делаются из филиграни сученой и вальцованной проволоки, которые набираются по рисунку и напаиваются на изделие. Затем ячейки, образованные филигранными перегородками, заполняются цветными эмалями и изделие обжигают. Можно выделить предметы, на которых эмалью заполнен только рисунок, а фон остается металлическим (работы московских (рис. 85) и новгородских мастеров XVI-XVII вв.); иногда фон дополнительно обрабатывается канфарником (рис. 86) или просекается (рис. 87) (обе операции выполнены до наложения и обжига эмали). В других вещах эмалью заполняется не только рисунок, но и фон (работы мастеров Великого Устюга).

Рис. 86. Фрагмент эмали, по скани с канфаренным фоном
г) Оконная эмаль. Возрождение этой разновидности эмалевой техники относится к XIX в. Но в Италии она была известна в XVI в . и о ней писал Бенвенуто Челлини в "Трактате об искусстве", как об очень сложном приеме. Она представляет собой как бы миниатюрный цветной витраж, работающий на просвет. Оконная эмаль применяется в ювелирных украшениях (серьги, кулоны, подвески), а также для украшения абажуров, фонарей и лампад. Основой служит ажурная филигрань, просветы в которой заполняются мокрой молотой эмалевой массой. Затем изделие осторожно просушивают и немедленно обжигают. Эмаль сплавляется и превращается в стекло, вправленное в просветы металлического кружева. Такие изделия очень эффектны, если они смотрятся на просвет; цветные прозрачные эмали чистых цветов напоминают драгоценные камни - аметисты, сапфиры, рубины и др.

Рис. 87. Саадачный прибор большого наряда (колчан для стрел) XVII в. Москва. Государственная Оружейная палата
В настоящее время витражная (оконная) эмаль производится на Ленинградском объединении "Русские самоцветы" по технологии, разработанной ВНИИювелирпромом. В качестве основы применяют золотой сплав 583-й пробы, серебряный 875-й пробы и томпак Л-90). Технологический процесс начинается с подготовки изделий под эмалирование: их отжигают в муфеле при температуре 400°С до появления оксидной пленки, охлаждают и отбеливают в концентрированной соляной кислоте (ГОСТ 3118-67) при комнатной температуре в течение 1-2 мин и промывают в проточной воде. После этого их крацуют на капроновых крацовочных щетках с 3%-ным раствором поташа (ГОСТ 4221-65) и вновь промывают в горячей (60°), а затем в холодной воде.
Изделие из томпака дополнительно травят в меланже, т. е. смеси 730,8 мл концентрированной азотной кислоты, 109,2 мл концентрированной серной кислоты и 20 мл концентрированной соляной кислоты, разбавленной 140 мл дистиллированной воды. Раствор охлаждают. Травление производят в кислотоупорных ваннах до появления блеска на всей поверхности заготовки. Затем заготовку хорошо промывают в проточной воде и просушивают.
Форма и общие размеры заготовки могут быть самые различные, но отверстия под витражную эмаль лучше конструировать неправильной формы площадью не более 25 мм2. Диаметр круглых отверстий не должен превышать 5 мм, а перегородки каркаса заготовки должны быть одинаковой толщины. Прозрачные измельченные эмали должны быть освобождены от мелких фракций (мути). Все работы требуют соблюдения особой чистоты.
Наложение витражной эмали имеет свои особенности. Эмаль наносится постепенно вручную при помощи металлического шпателя-бидрашпица методом стекания капли, а излишняя вода удаляется томпоном из хлопчатобумажной ткани. Затем изделие строго фиксируется на специальной подставке из нихрома или нержавеющей стали и осторожно (без ударов и толчков) переносится в муфель.
Первичный обжиг - спекание эмали- производится при температуре 640-680°С. При этом спекшаяся эмаль должна иметь прочное сцепление с перегородками каркаса. Если заготовка изделия выполнена из томпака (или меди), то ее очищают от окалины капроновой щеткой. Затем прокладывают эмаль второй раз, дополнительно следя за тем, чтобы все отверстия были затянуты полностью. При этом эмаль наносится вровень с перегородками каркаса (или немного выше). Второй обжиг производится при температуре 700-740°С. При этом эмаль должна полностью оплавиться и приобрести ровную, гладкую поверхность и блеск.
Сплошные эмали. В эту группу объединены эмали, сходные в технологическом отношении, но обладающие совершенно различными художественными качествами. Первой технологической особенностью, позволяющей объединить все эмали, входящие в эту группу, является то, что эмаль сплошь покрывает металлическую основу, имеющую лишь конструктивное назначение. Второй особенностью, непосредственно обусловленной первой, является использование черных и цветных металлов для основы изделий, поскольку металл сплошь закрывается эмалью и декоративного значения не имеет. Поэтому драгоценные металлы (золото, серебро) здесь не применяются. Исключение составляют ювелирные изделия с просвечивающей эмалью по золоту и серебру.
Гладкие эмали. Эти эмали получили распространение около 100 лет тому назад (60-е годы XIX в.). Они наводились на металлические изделия исключительно в целях предохранения их от внешних условий (коррозии), а их эстетические качества не учитывались. Первоначально это была железная и чугунная посуда.
В настоящее время гладкие горячие эмали широко применяются не только в посудном производстве, но и в машиностроении, приборостроении, при производстве газовой и медицинской аппаратуры. Эмалью покрывают холодильное и кухонное оборудование, вывески, различные указатели, циферблаты часов, торговое оборудование, а также чугунные ванны, раковины, котлы и др.
Технологический процесс эмалирования черных металлов (сталь, чугун) имеет свою специфику. В настоящее время он разработан весьма детально в различных вариантах. В основном он сводится к следующему: после обычных подготовительных операций (очистки- механической крацовки на щетках, травления в разбавленной серной или соляной кислоте) изделие промывают в проточной воде и вновь крацуют. После этого изделие погружают в горячий раствор соды и, не смывая ее, высушивают. Пленка соды на время предохраняет металл от ржавления. В таком виде изделие поступает в эмалирование. Различают две эмалевые массы: основную, или грунт, и покровную.
Первая обычно имеет черный цвет и значительно превосходит вторую по тугоплавкости. В процессе обжига она не расплывается совсем, а лишь находится в густом, текучем состоянии, покрывая металл не сплошной связной массой, а пористой. Эта пористость позволяет металлу при нагреве и остывании расширяться и сжиматься, причем частицы основной массы не отделяются ни друг от друга, ни от металла. Это обусловливает прочность эмалевого покрытия.
Покровные массы всегда составляют с таким расчетом, чтобы они плавились гораздо легче, чем основная масса (грунт), и чтобы, соприкасаясь, они сплавлялись, образуя между собой своеобразный сплав с постепенным переходом от наружного, чистого, верхнего, покровного слоя через смешанный состав к грунту. Покровные массы делают обычно светлых и ярких тонов (белые, кремовые, голубые, зеленые и т. п.). Иногда для наружных поверхностей посуды применяют их смеси, которые образуют при обжиге своеобразные расцветки с пятнами и потеками.
Некоторые особенности имеются и в наложении эмали. Существует два способа: мокрый и сухой.
Мокрый способ - обычный, наиболее распространенный, применяемый для стальных изделий. Эмаль, как указывалось выше, растирают с водой и наносят на предмет либо опрыскиванием (крупные детали), либо кистью или простым погружением (мелкие детали). Затем изделие сушат при температуре 40-50°С и обжигают. Необожженная эмаль чрезвычайно хрупка, легко осыпается.
Операцию нанесения эмали и обжига повторяют два раза. Сначала наносят и обжигают грунт, потом покровную цветную эмаль.
Сухой способ, или припудривание, применялся в прошлом для чугунных изделий (иногда встречается и сейчас). Он заключается в том, что раскаленный предмет, например чугунную ванну, подвешивают к поворотному крану и быстро (в течение 15-20 мин), пока предмет не остыл, припудривают сухой эмалью и обжигают. Если после обжига в эмалевом слое обнаруживаются недостатки, то припудривание повторяют и предмет вновь обжигают.
Интересен способ эмалирования чугунных изделий в процессе их отливки. Для этого форму, приготовленную из формовочной смеси, покрывают изолирующим слоем графита и тщательно выглаживают. На этот графитовый слой наводят как можно ровнее слой эмали, которую предварительно растирают в тонкий порошок и разбалтывают с водой до густоты сметаны.
Если изделие пустотелое, а отглазуровать его нужно также и с внутренней стороны, то эмалью покрывают и стержень.
По другому способу эмалевую массу в сухом порошкообразном виде наносят на влажный изолирующий графитовый слой, т. е. посыпают влажную поверхность сырой земляной формы (или стержня) порошком эмали и приглаживают. Затем форму сушат и заливают расплавленным чугуном. Отливка должна быть спокойной, т.е. без излишнего газовыделения. Для этого в состав эмали не должны входить вещества, способные выделить газы или пары при температуре плавления чугуна. Хорошие результаты дает эмалевая масса, состоящая из кварцевого песка, кальцинированной соды и мела. Для лучшего прилипания массы к форме добавляют глину. Компоненты эмалевой массы (в частях) показаны в табл. 29.
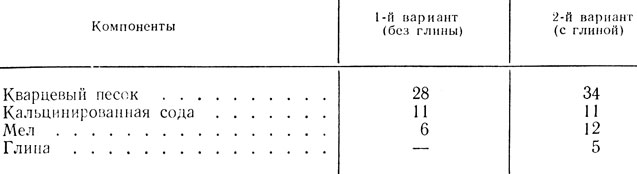
Таблица 29
Расписные и живописные эмали. Этот вид эмалей представляет собой тончайшую миниатюрную живопись эмалевыми красками на металлической основе. Эта техника имеет очень много общего с живописью по фарфору и выполняется теми же красками.
Современный технологический процесс живописи по эмали сводится к следующему: из тонкого медного листа изготовляют основу изделия, на котором предполагается осуществить роспись (блюдо, тарелка или пластинка).
После соответствующей подготовки (обезжиривание и травление) лицевую поверхность изделия, подлежащую росписи, покрывают тонким слоем эмали, которая должна служить фоном; обычно - это светлые тона (белый, голубой), однако в прошлом, например, знаменитые французские лиможские эмали писались на темном фоне, чаще всего черном.
Эмаль наносят обычным мокрым способом, следя за тем, чтобы слой был ровнее и тоньше, тщательно просушивают и обжигают. Эту операцию повторяют два-три раза, пока поверхность не станет совершенно гладкой и ровной. Оборотную сторону изделия (которую не предполагается расписывать) покрывают контрэмалью, чтобы изделие не коробилось. Подготовленное таким образом изделие поступает к эмальеру-живописцу, который переводит на него рисунок и приступает к живописи.
Живопись по эмали (финифть) требует от художника большого профессионального мастерства. Ее основные особенности заключаются, во-первых, в том, что это миниатюрная живопись - размеры ее небольшие и измеряются обычно всего лишь сантиметрами. Во-вторых, краски при обжиге изменяют свой первоначальный цвет и интенсивность, и живописец работает по воображению. Работа облегчается использованием так называемой палитры, т. е. пластинки, на которой нанесены уже обожженные краски всех цветов с указанием номера и температуры обжига для каждой из них. Пользуясь такой палитрой, художник пишет сначала более тугоплавкими красками и после их обжига использует легкоплавкие; это необходимо потому, что легкоплавкие краски при более высоких температурах выгорают и теряют цвет.
Завод-изготовитель выпускает краски под номерами в виде тонкого порошка, который состоит из флюса (плавня) и собственно красителя, т. е. окисей того или иного металла (кобальта, хрома и т. п.). В табл. 30 даны наиболее часто употребляемые в современных условиях краски. Самые яркие и чистые тона отмечены звездочкой.
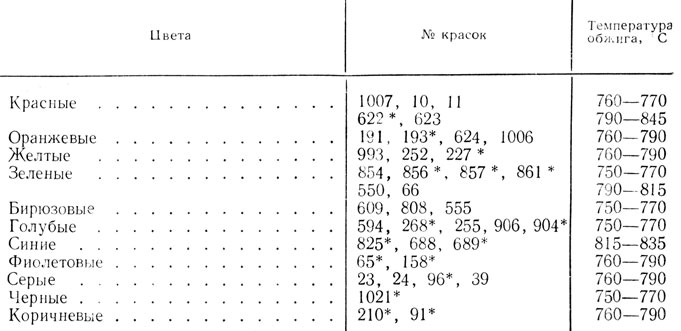
Таблица 30
Процесс живописи делится на три этапа: подготовительные работы; собственно, живопись; обжиг.
Подготовительные работы. К подготовительным работам прежде всего относят приготовление красок. Для этого необходимо иметь толстое (лучше зеркальное) стекло толщиной 4-5 мм и размером 40×40 см. Стекло отрезают, шлифуют края, затем на него насыпают чистый, мелкий кварцевый песок, смачивают водой и растирают курантом (плоским стеклянным или фарфоровым пестиком) до тех пор, пока поверхность стекла станет равномерно матовой. После этого песок смывают, стекло просушивают и протирают скипидаром.
Для того чтобы брать и насыпать сухие краски, пользуются шпателями, которые бывают стальными, роговыми и пластмассовыми. Пластмассовые наиболее удобны, так как от стальных шпателей иногда в краску попадает железо, которое даже в незначительных количествах портит цвет краски; особенно это относится к светлым тонам. Краски, которые применяют здесь, по существу, представляют собой те же легкоплавкие цветные эмали, тщательно растертые со скипидарным маслом и разбавленные скипидаром. Для этого заранее готовят скипидарное масло. Самый простой способ - это налить скипидар в широкий сосуд (например, в тарелку) и поставить его в теплое место, чтобы он испарялся и густел. Но процесс этот медленный. Для того чтобы его ускорить, можно составить друг на друга четыре-пять блюдец, а сверху поставить полный стакан скипидара и время от времени его дополнять так, чтобы он почти переливался через край. Скипидар обладает способностью "сползать" вниз по стенкам стакана и при этом быстро испаряться и густеть; в это время в блюдцах скапливается скипидарное масло.
В стакане можно полоскать кисти, так как краска оседает на дно. Для приготовления краски небольшое количество сухого порошка насыпают на стекло, добавляют немного скипидарного масла и растирают кругообразным движением куранта до тех пор, пока не будет получена совершенно однородная масса. Густота краски должна быть такой, чтобы ее капля не растекалась по стеклу. Такая краска хорошо берется на кисть и не растекается по изделию.
Хорошие результаты можно получить, если растереть краску на скипидаре за одни сутки до работы и оставить ее на стекле; скипидар частично испарится, загустеет, и краска будет обладать всеми необходимыми свойствами.
Если краска долго лежала (несколько дней) и засохла, ее следует вновь хорошо перетереть с добавлением скипидара. Кисти для этого употребляют беличьи и колонковые малых номеров. Длинноволосовые тонкие кисти служат для проведения тонких, непрерывных линий, более толстые и короткие - для покрытия фона.
Подготовительные работы завершаются переводом рисунка на изделие. Различают три способа перевода: отпечатывание, припорох, рисунок от руки.
Отпечатывание. Рисунок, выполненный карандашом (мягким) на кальке, накладывают лицевой стороной на изделие и проглаживают шпателем или обводят карандашом по линиям рисунка. Получается отпечаток, достаточно различимый. Следует учесть, что при этом способе получается обратное (зеркальное) изображение.
Припорох. Рисунок, выполненный на кальке, прокалывают с обратной стороны иглой (тонкой), подложив под кальку кусок сукна. Затем угольным порошком при помощи суконного тампона делают припорох - проводят тампоном по контуру рисунка. Не следует проводить тампоном дважды по одному месту.
Рисунок от руки. Обыкновенным карандашом от руки рисунок выполняют непосредственно на эмалевой заготовке, подлежащей росписи. Карандаш ложится лучше, если поверхность эмали предварительно слегка покрыта скипидарным маслом.
Собственно живопись. Осваивать технику живописи по эмали надо начинать с изучения наложения мазка одной краской. Краску понемногу набирают на кисть, чуть-чуть смоченную скипидаром. Для тонкого мелкого рисунка краска должна быть суше, так как при жидкой краске в конце мазка может появиться капля, что нежелательно. Наоборот, для написания пейзажа, облаков, дали краска должна быть жиже.
Во время работы изделие должно лежать на столе и придерживаться левой рукой. Правую руку кладут от локтя до кисти на стол и движение осуществляется только движением пальцев или при проведении длинных линий-движением кисти руки. Это требует известного навыка, так как линия должна быть "дотянута" от начала до конца с одного раза. Неверно проведенную линию или мазок можно легко смыть скипидаром или стереть чистой тряпкой без ущерба для остальной композиции.
Необходимо учитывать, что все краски при правильном обжиге усиливают свой тон, т. е. становятся ярче, а иногда даже изменяют его. Следует иметь в виду, что далеко не все краски можно смешивать между собой для получения промежуточных оттенков.
Заключительным этапом живописи является роспись порошковым золотом. Подготовка золота (порошка) происходит аналогично подготовке красок. Его насыпают на стекло и растирают неметаллическим (роговым, пластмассовым) шпателем с добавлением скипидара и скипидарного масла. После растирания золоту надо дать "вылежаться". Пишут золотом так же, как и красками, и так же обжигают. После обжига порошковое золото становится матовым (коричневым). Для придания ему блеска его полируют агатовым карандашом (полировником).
Обжиг. Эта последняя, заключительная, операция весьма ответственна, и к ней необходимо относиться с особым вниманием. Обжиг должен осуществляться в муфеле, так как краски рассчитаны на обжиг в окислительной среде с изоляцией от прямого воздействия открытого пламени. При обжиге на открытом огне краски чернеют и обесцвечиваются, так как происходит восстановление металлов из их окислов, являющихся красителями. Во время обжига скипидарное масло выгорает, а флюс, содержащийся в краске, сплавляется с основой эмали, по которой произведена живопись. Все краски обжигают при температуре от 650 до 900°С, но прежде их просушивают при температуре 300-400°С.
При просушке образуется много газообразных продуктов от выгорания органических примесей, поэтому муфель не следует закрывать плотно (немного приоткрывают дверцу или смотровой глазок). Если это не выполняется, краски могут вспучиться, вскипеть и работа будет испорчена. Просушку проводят при температуре не выше 500°С, так как при 600-650°С расплавляются флюсы, содержащиеся в красках.
Обжиг желательно проводить быстро в горячей печи, но температура не должна быть выше 900°С, а при обжиге расписных эмалей по филигранному набору - не выше 800°С, так как иначе может расплавиться припой. Чем короче период обжига, тем сочнее и ярче краски, так как при промедлении флюс (который легко плавится) может вступить во взаимодействие с красителем и эмалевой основой, что нежелательно и, кроме того, свинцовые соединения (и некоторые другие) выгорают (улетучиваются).
Сложные многоплановые композиции требуют многократных прописей и после каждой повторной прописи очередного обжига. Такой ступенчатый обжиг применяют и в тех случаях, если живопись ведут набором красок с разной температурой обжига. Вначале пишут и обжигают высокожгущиеся краски, а затем селеновые и золотосодержащие краски, которые легко выгорают.
Охлаждать изделия после обжига можно быстро, так как цвет красок и их яркость от этого не изменяются.
При обжиге возможны следующие недостатки, вызываемые ошибками в работе: недожог красочного слоя, который ведет к недостаточной прочности (механической), трещинам, осыпанию и т. п.; пережог - к выгоранию красок и изменению цвета (бирюзовые краски становятся серыми, пурпурные и розовые приобретают синеватый оттенок, жидкое золото теряет блеск и стирается).
Слишком быстрое повышение температуры в муфеле приводит к вспучиванию и отслаиванию красок. При попадании паров воды в муфель (сырые подкладки, непрокаленные стенки нового муфеля) получается матовая поверхность вместо блестящей.
Законченную живопись после обжига для прочности покрывают сверху легкоплавкой прозрачной эмалью - фон дон ом, которая защищает краски от механических повреждений и придает всему изделию блеск. Фондон накладывают и обжигают два-три раза.
Рис. 88. Эмалевый портрет К. Э. Циолковского. Современная работа
Кроме чисто живописных эмалей, примером которых служат лиможские эмали XV и XVI вв., миниатюрные росписи московских и петербургских художников XVIII в., ростовские эмали и современные работы (рис. 88), существуют еще расписные эмали, т. е. живописные эмали по скани. Они представляют собой филигранные перегородчатые эмали, набранные в более светлой гамме, а затем прописанные эмалевыми красками. В этой технике выполнялись как более простые по форме изделия, например тарелки, чаши (рис. 89), так и более сложные, состоящие из деталей, которые изготовлялись отдельно (набирались, расписывались и обжигались), а потом собирались в одно целое. Эта техника была широко развита и достигла совершенства в XVII в. в Сольвычегодске и применяется в современных работах.

Рис. 89. Серебряная чаша с расписной эмалью. Конец XVII в. Сольвычегодск. Государственная Оружейная палата
Своеобразный эффект дает припорох (присыпка) поверх основной эмали порошком эмали другого цвета (разработан художником Р. И. Самарец). При обжиге обе эмали сплавляются и образуют своеобразный переход тонов (рис. 90).
Рис. 90. Декоративное блюдо. Художник Р. И. Самарец. 1977 г. МВХПУ
Эмаль с накладками из металла (проволока, зернь, вырезки из листа). Эта эмаль известна с XVI в. Русским вариантом этой техники являются устюжские эмали. Своеобразным технологическим приемом характеризуются эмалевые изделия, выпускавшиеся фабрикой братьев Поповых, которая была открыта в Великом Устюге в 1781 г. За сравнительно короткий срок (всего 15 лет) фабрика выпустила большое количество различных изделий, многие из которых хранятся сейчас в музеях нашей страны. Это подносы (рис. 91), ларцы, коробочки, табакерки и другие предметы.
Рис. 91. Устюжская эмаль. Поднос. XVIII в. Музей, МВХПУ
Кроме Великого Устюга этот технологический прием был известен также и мастерам Сольвычегодска. Однако к концу XVIII в. эта техника повсеместно оказалась забытой.
Сущность этого технологического процесса заключается в следующем: из тонкого листового металла изготовляется изделие, чаще всего из красной меди, реже из серебра. Затем с обеих сторон сплошь его покрывают глухой эмалью белой, синей, голубой или зеленой и желтой. В отдельных случаях применяется эмаль двух цветов. Например, все изделие покрывается голубой эмалью, а отдельные его участки - желтой, причем никаких перегородок из металла между различными цветами эмали не делается.
Процесс наложения и обжига эмали повторяется несколько раз, пока все изделие не приобретает гладкую и ровную как бы фарфоровую поверхность. Затем из тонкой серебряной или медной (золоченой или серебреной) фольги при помощи специальных стальных матриц штампуются рельефные узоры и вырезаются по контуру. Готовые рельефы накладываются на эмалированное изделие, которое нагревается до расплавления эмали; при этом металлические накладки прочно вплавляются в эмалевый слой. Иногда после этого все изделие, включая и металлические накладки, покрывается прозрачной эмалью (типа фондона) и еще раз обжигается. В этом случае металлические рельефы оказываются под эмалью и просвечивают сквозь нее.
На Ленинградском объединении "Русские самоцветы" по технологии, разработанной ВНИИювелирпромом, в настоящее время производятся изделия из золота пробы 583, серебра пробы 875 и томпака Л-90 с вплавленными в эмаль накладками. Накладки вырубаются на штампе из фольги этих металлов толщиной от 0,18 до 0,2 мм. Металл предварительно тщательно отжигается в муфеле при температуре 300- 400°С в течение 2-3 мин, отбеливается в концентрированной соляной кислоте, промывается в проточной воде, крацуется капроновыми щетками с 3-5%-ным раствором углекислого калия (поташа), промывается и сушится.
Вырубленные детали осторожно (чтобы не помять) обезжириваются в 5-10 %-ном растворе едкого натра, промываются в горячей и холодной воде и просушиваются.
Изделие покрывается эмалью и обжигается с таким расчетом чтобы толщина эмалевого слоя в три раза превышала толщину вплавляемой детали-накладки, а ее площадь не превышала 1/5 площади эмалевой поверхности.
Чистую ровную эмалевую поверхность изделия еще раз протирают льняной тканью, смоченной дистиллированной водой и насухо вытирают. Затем поверхность при помощи кисточки смазывают небольшим количеством клея БФ-6 (ГОСТ 12172-66), разведенного этиловым спиртом в отношении 1:13 (при приготовлении клеевого раствора спирт следует приливать небольшими порциями и все время интенсивно перемешивать, готовый разведенный клей необходимо хранить в посуде с притертой пробкой), и на нее с помощью пинцета переносится накладка и приклеивается. Изделие укладывают на подставку так, чтобы поверхность эмали с вплавляемой деталью была параллельна поверхности подставки. Подставку с деталью переносят в муфель и в течение 6-10 мин она обжигается при температуре 680-720°С. Время обжига зависит от площади вплавляемой детали и массы заготовки, а также от температурного интервала примененной эмали и металла. Для некоторых эмалей температуру повышают на 10-20°С, а также увеличивают время выдержки.
После обжига изделие охлаждают на воздухе, отбеливают в концентрированной соляной кислоте и тщательно промывают и сушат.
Следует заметить, что при плохой подготовке поверхности вплавляемой детали получается брак, деталь отслаивается и работу приходится повторять вновь. Поверхность эмали необходимо заново опиливать от следов вплавления.
Наилучшие результаты дают эмали № 10 - белая, № 28 - голубая, № 84 - зеленая и № 124 - синяя. В случае брака поверхность таких эмалей после опиловки не обязательно повторно обжигать
а вплавляемую деталь можно наклеивать прямо на опилованную поверхность и потом обжигать.
В настоящее время этот прием получил свое дальнейшее развитие. Сейчас в качестве накладок чаще всего применяют серебряную проволоку и зернь. Кроме того, своеобразным новым вариантом, получившим распространение в Европе, являются накладки из эмалевой зерни, т. е. мелких шариков, предварительно сплавленных из тугоплавкой эмали.
Просвечивающая (рельефная) эмаль. Эта техника была известна в XIV в. в Италии, а затем распространилась и по другим странам. Она заключается в том, что невысокий металлический рельеф сплошь покрывают прозрачной (или полупрозрачной) эмалью так, что и его наиболее высокие части скрыты под слоем эмали. В результате все рельефное изображение просвечивает сквозь эмаль, причем выступающие элементы просвечивают сильнее. Получается своеобразный эффект света и тени, эмаль как бы увеличивает глубины рельефа.
К этой технике следует отнести изделия с гравированными или штампованными рисунками, на которые сплошь наводят прозрачную цветную эмаль. Этот прием применяют и в настоящее время (ордена, значки и др.). Иногда прозрачную эмаль накладывают высоко и после обжига она создает иллюзию драгоценного камня.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'