§ 85. Притиры
Притирку выполняют специальным инструментом - притиром, форма которого должна соответствовать форме притираемой поверхности. По форме притиры делят на плоские, цилиндрические (стержни и кольца), резьбовые и специальные (шаровые, асимметричные и неправильной формы).
Притиры могут быть подвижными и неподвижными. Подвижный притир при притирке перемещается, а деталь остается неподвижной или перемещается относительно притира. Такими притирами являются цилиндры, диски, конусы и др.
При использовании неподвижного притира перемещается только обрабатываемая деталь. Такими притирами являются бруски, плиты и др.
Плоские притиры представляют собой чугунные плиты, на которых доводят плоскости. Плоский притир для предварительной обработки имеет канавки глубиной и шириной 1 - 2 мм на расстоянии 10-15 мм (рис. 338,а), в которых собираются остатки абразивного материала. Притиры для окончательной притирки делают гладкими (рис. 338,6).
Цилиндрические притиры применяют для притирки цилиндрических отверстий. Такие притиры бывают нерегулируемые (рис. 339,а) и регулируемые (рис. 339,6); последние представляют собой разрезную втулку 3, насаженную на коническую оправку 2. Регулирование диаметра притира осуществляют гайками 7 и 4.
Конические отверстия доводят коническими притирами, представляющими собой чугунные (реже медные) оправки. Притир для предварительной обработки имеет спиральную канавку для удержания абразивно-притирочного материала.
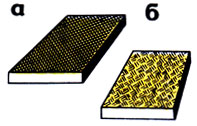
Рис. 338. Плоские притиры: а - с канавками, б - гладкий
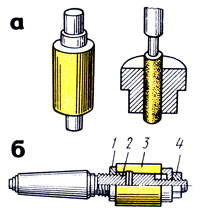
Рис. 339. Цилиндрические притиры: а - нерегулируемые, б - регулируемый; 1,4 - гайки, 2 - оправка, 3 - втулка
Притир для обработки наружной конической поверхности представляет собой коническую втулку.
Специальные притиры (сложной формы) применяют для притирки поверхностей различной формы и труднодоступных поверхностей небольших размеров.
Материалы притиров. Притиры изготовляют из чугуна, бронзы, красной меди, свинца, стекла, фибры и твердых пород дерева - дуба, клена и т. п.
Наиболее часто притиры изготовляют из чугуна и меди, обладающих необходимыми качествами для удовлетворительного вдавливания абразивов: средней твердостью, плотностью, хорошей износоустойчивостью.
Медь труднее обрабатывается и является дорогостоящим материалом, поэтому для доводки и притирки стальных деталей рекомендуется изготовлять притиры из чугуна средней твердости (НВ140 - 200).
Предварительной притиркой снимается большой слой металла, поэтому применяют притиры из мягкого металла .(меди). Они удерживают крупный абразив гораздо лучше, чем серый чугун. Для окончательной притирки, когда снимается небольшой слой металла, применяют чугунные притиры. Они удерживают в основном самые мелкие зерна и благодаря твердости облегчают обработку. Стальные притиры изнашиваются быстрее, чем чугунные.
Для окончательной притирки пастами ГОИ с целью получения зеркальной поверхности следует применять притиры, изготовленные из стекла "пирекс" или зеркального литого стекла, которое не должно иметь пузырьков, глубоких царапин и раковин.
Шаржирование притиров твердым абразивным материалом. Существуют два способа покрытия притиров абразивным порошком: прямой и косвенный.
При прямом способе абразивный порошок вдавливают в притир до работы. Плоский притир шаржируют с помощью стального закаленного бруска или валика (рис. 340,а). Круглый притир диаметром более 10 мм шаржируют на твердой стальной плите, на которую насыпают тонким, ровным слоем абразивный порошок. Притир прокатывают с помощью другой плиты до тех пор, пока абразив не будет вдавлен в притир равномерно по всей поверхности (рис. 340,6).
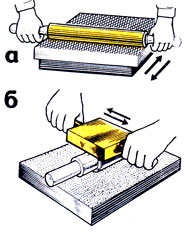
Рис. 340. Шаржирование ров: а - плоского, б - круглого
После шаржирования с притира удаляют остаток абразивного порошка волосяной щеткой, притир слегка смазывают и применяют для работы без добавления свободного абразивного материала до тех пор, пока притир не перестанет обрабатывать деталь.
Прямой способ шаржирования притиров имеет ряд преимуществ: притир шаржируется больше, при притирке более крупные зерна абразива размельчаются или вдавливаются глубже в плиту; точность доводки притиром при прямом шаржировании выше, чем при косвенном шаржировании.
Косвенный способ шаржирования заключается в покрытии притира слоем смазки и посыпания на смазку абразивным порошком.
В процессе шаржирования зерна абразива вдавливаются в материал притира, так как он мягче, чем притираемая деталь.
Работают притиром до полного затупления абразивных зерен. Прибавлять новый абразивный порошок во время работы (особенно перед окончанием притирки) не следует, так как это ведет к снижению точности обработки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'