§ 61. Нарезание наружной резьбы
Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка 7 (рис. 269, а) представляет собой стальную закаленную гайку, в которой через резьбу 2 прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части 3 длиной 11/2 - 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы - от 1 до 76 мм, для дюймовой - от 1/4 до 2", для трубной - от 1/8 до 11/2".
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки (рис. 269, 6) в отличие от цельных имеют прорезь (0,5 - 1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1 - 0,25 мм. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
Резьбонакатные плашки применяют для накатывания точных профилей резьб. Резьбонакатные плашки (рис. 270, а) имеют корпус, на котором устаналивают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками, ввертываемыми в корпус.
При помощи резьбонакатных плашек нарезают резьбы диаметром от 4 до 33 мм и шагом от 0,7 до 2 мм 6 - 8 квалитетов. Накатку выполняют на станках, а также вручную. Резьба получается более прочной, поскольку волокна металла в витках не перерезаются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами.
Плашка, изображенная на рис. 270, 6, предназначена для накатывания резьб на тонкостенных трубах на сверлильных и токарных станках, а также вручную.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками (рис. 271, а). На каждой из них указаны размер наружной резьбы и цифра 7 или 2 для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
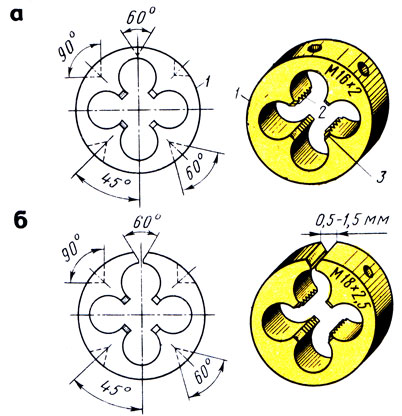
Рис. 269. Цельная (а), разрезная (б) плашки: 1 - плашка, 2 - резьба, 3 - заборная часть
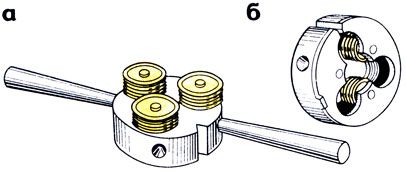
Рис. 270. Резьбонакатные плашки: а - малогабаритная типа МПН, б - для накатывания на тонкостенных трубах
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 -5 пар в каждом; каждую пару по мере необходимости уставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой - от 1/4 до 2" и для трубной резьбы - от 1/8 до 13/4 ". Раздвижную плашку закрепляют в клуппе (рис. 271, 6), который состоит из косой рамки 7 с двумя рукоятками 2 и зажимного винта 5. Полуплашки 3 вставляют в выступы рамки, вводят сухарь 4 и закрепляют винтом 5. Клуппы, в которые устанавливают призматические плашки, изготовляют шести размеров - от № 1 до № 6. Работа клуппом показана на рис. 271, в.
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., "тянется", диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной.
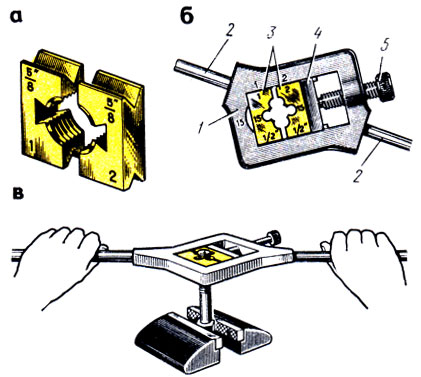
Рис. 271. Раздвижные призматические плашки: а - полуплашки, б - клупп, в - нарезание резьбы; 1 - рамка, 2 - ручки, 3 - полуплашки, 4 - сухарь, 5 - винт
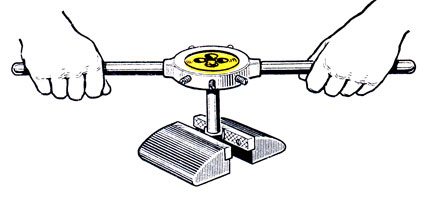
Рис. 272. Нарезание резьбы плашкой
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в случае, если диаметр стержня на 0,3 - 0,4 мм меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20 - 25 мм больше длины нарезаемой части (рис. 272). Для обеспечения врезания на верхнем конце стержня снимают фаску.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на 1-2 нитки. После этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным давлением на обе рукоятки так, как при нарезании метчиком, т. е. один-два оборота вправо и пол-оборота влево.
Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки
по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Нарезанную внутреннюю резьбу проверяют резьбовыми калибрами-пробками, а наружную - резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами.
Плашками вручную нарезают резьбу по 8 - 9 квалитетам.
Нарезание резьбы клуппами проводят в следующем порядке. Устанавливают в клупп плашки и раздвигают их на размер, несколько больший, чем диаметр нарезаемой заготовки, зажимают заготовку в тисках в вертикальном положении и запиливают на торце фаску; надевают клупп на стержень заготовки и плотно сдвигают плашки винтом.
Клупп с плашками, смазанными смешанным или осерненным маслом, поворачивают на 1 - 11/2 оборота по часовой стрелке, затем на 1/4 - 1/2 оборота обратно. Нарезав резьбу, клупп перемещают, вращая его в обратную сторону для схода на конец стержня; затем поджимают плашку винтом и проходят резьбу вторично.
Проверяя резьбу калибром или гайкой (в крайнем случае), повторяют проходы до получения резьбы нужного размера. По окончании работы плашки вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
Высокопроизводительные методы нарезания резьбы. Многие детали машин соединяют при помощи резьбовых соединений (тракторы, автомобили, металлорежущие и другие станки), что представляет собой трудоемкий процесс. Находят применение закаленные самовыдавливающие винты, которыми через пробитые отверстия соединяют листовые детали.
На Волжском автомобильном заводе широко применяют закаленные самонарезающиеся винты для чугунных и стальных деталей. Винты при вращении с подачей выдавливают резьбовые канавки.
На этом же заводе применяют самоконтрящие резьбовые соединения: шестигранную головку, имеющую выточки на нижнем торце, а на верхнем лунки и радиальные канавки; болты с зубчатым буртиком. Все это значительно сокращает трудоемкость сборочных работ.
Для предотвращения отвинчивания болтов применяют клеи (анаэробные смолы) типа ТЕН-3, которые рекомендуются для стопорения резьбовых соединений, работающих в условиях вибрационной нагрузки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'