§ 24. Машины для правки
Ручная правка является малопроизводительной операцией и ее применяют при небольших партиях деталей. В основном на предприятиях применяется машинная правка, осуществляемая на правильных вальцах, прессах и специальных приспособлениях.
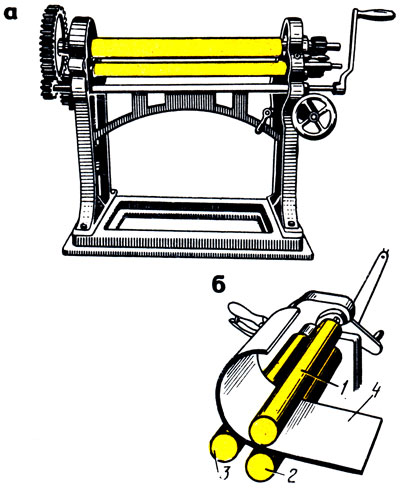
Рис. 91. Ручная трехвалка (вальцовка) (а), схема правки (б): 1, 2, 3 - валки, 4 - лист
Гибочные вальцы бывают ручные и приводные. На ручных и приводных трехвалках правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины. Заготовки из листа толщиной до 3 мм правят обычно на трехвалках с ручным приводом. На приводных трехвалках правят заготовки толщиной до 4 мм.
Ручная трехвалка (вальцовка - рис. 91,а) имеет валки 1 и 2 (рис. 91,6), расположенные один над другим, которые могут в зависимости от толщины заготовки удаляться друг от друга или сближаться. Так же может быть опущен или поднят расположенный сзади третий валок 3.
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками. Для полного устранения выпучин и вмятин заготовки пропускают между валками несколько раз.
Правка валов и угловой стали на винтовых прессах применяется в тех случаях, когда сила удара молотком не обеспечивает должной правки. Один рабочий устанавливает, удерживает и контролирует выпрямляемую заготовку, а второй вращает маховик. Вал или трубу (рис. 92,а) располагают на призмах таким образом, чтобы изогнутая часть была обращена вверх, а пруток (труба) плотно лежал в угловых выемках призмы. При этом призматический наконечник пресса должен находиться на месте наибольшей кривизны. Для предупреждения вмятин между наконечником и валом помещают "мягкие" прокладки.
Вращением маховика наконечник винта плавно подводят и нажимают на вал (трубу) до тех пор, пока не выправят, что определяют по величине просвета на поверочной плите.
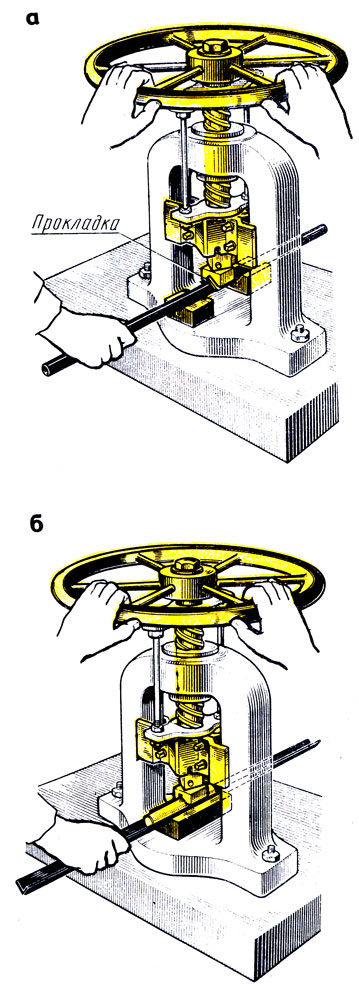
Рис. 92. Правка на прессе: а - трубы, б - уголка
Некоторые особенности имеет правка угловой стали. Деформированный уголок устанавливают в призме на столе пресса (рис. 92,6), между полками уголка укладывают закаленный стальной валик. При нажиме винтом пресса валик придает уголку соответствующую форму.
Большие листы, полосы и ленты с выпучинами и волнистостью правят на листоправильных станках, горизонтальных правильно-растяжных машинах и пневматических молотах.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'