Глава VI. Правка и рихтовка металла (холодным способом)
§ 22. Общие сведения
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
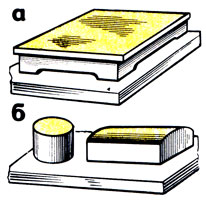
Рис. 80. Правильная плита (а), рихтовальные бабки (б)
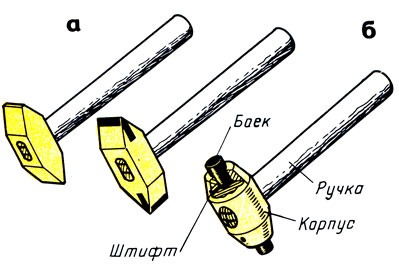
Рис. 81. Рихтовальные молотки: а - с радиусным бойком, б - с круглым гладким полированным бойком
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом - на стальной или чугунной плите, или на наковальне - и машинным - на правильных вальцах, прессах.
Правильную плиту изготовляют (рис. 80,а) достаточно массивной, масса ее не менее чем в 80-150 раз больше массы молотка. Правильные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 × 400; 750 × 1000; 1000 × 1500; 1500 × 2000; 2000 × 2000; 1500 × 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Рихтовальные бабки (рис. 80,6) используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150 - 200 мм.
Молотки для правки применяют с круглым гладким полированным бойком (рис. 81,6). Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным (рис. 81,а) бойком (массой 400 - 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8.
В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05 - 0,1 мм (см. рис. 81,а).
Молотки со вставными бойками из мягких металлов (см. рис. 81,6) применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'