§ 18. Инструменты для рубки
Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8Хф. Зубило состоит из трех частей: рабочей, средней и ударной (рис. 58,а). Рабочая часть 2 зубила представляет собой стержень с клиновидной режущей частью 7 (лезвие) на конце, заточенной под определенным углом. Ударная часть (боек) 4 сделана суживающейся кверху, вершина ее закруглена. Угол заострения (угол между боковыми гранями) выбирается в зависимости от твердости обрабатываемого металла. За среднюю часть 3 зубило держат при рубке. Рекомендуемые углы заострения зубила для рубки некоторых материалов следующие (град):
Зубило изготовляют длиной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16, 20 мм.
Рабочая часть зубила на длине 0,3 - 0,5 закаливается и отпускается. После термической обработки режущая кромка должна иметь твердость HRC 53 - 59, боек - HRC 35 - 45.
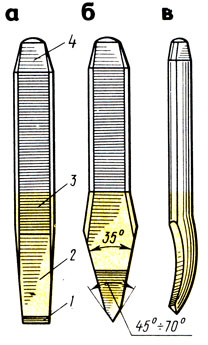
Рис. 58. Инструменты для рубки: а - зубило, б - крейц мейсель, в - канавочник
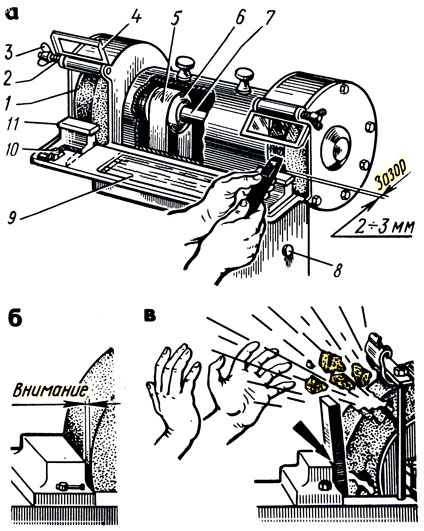
Рис. 59. Заточка зубила на заточном станке (а), установка подручника (б, в): 1 - шлифовальный круг, 2 - пружина, 3 - гайка-барашек, 4 - экранчик, 5 - ремень, 6 - шкив, 7 - вал, 8 - магнитный пускатель (кнопка), 9 - ванночка для охлаждающей жидкости, 10 - регулировочный болт, И - передвижной подручник
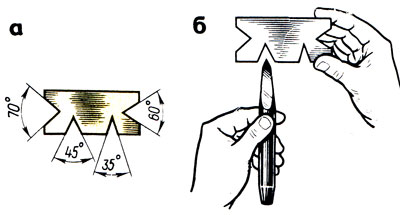
Рис. 60. Шаблон (а) и проверка им угла заточки (б) зубила
При испытании зубила на прочность и стойкость им отрубают зажатую в тиски стальную полосу марки Ст6 толщиной 3 мм и шириной 50 мм. После испытания на лезвии зубила не должно быть вмятин, выкрошенных мест и заметных следов затупления.
Степень закалки зубила можно определить старым напильником, которым проводят по закаленной части зубила. Если при этом напильник не снимает стружку с закаленной части зубила (на ней остаются лишь едва заметные риски), закалка выполнена хорошо.
Крейцмейсель (рис. 58,6) отличается от зубила более узкой режущей кромкой, предназначен для вырубания узких канавок, шпоночных пазов и т. п. Однако довольно часто им пользуются для срубания поверхностного слоя с широкой плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Материалы для изготовления крейцмейселя и углы заострения, твердость рабочей и ударных частей те же, что и для зубила.
Для вырубания профильных канавок - полукруглых, двугранных и других применяют специальные крейцмейсели, называемые ка- навочниками (рис. 58,в), отличающиеся от крейцмейселя только формой режущей кромки. Канавочники изготовляют из стали У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм, с радиусом закругления 1; 1,5; 2,0; 2,5 и 3,0 мм.
Заточка зубил на станке вручную. Заточка зубил и крейцмейселей производится на заточном станке (рис. 59,а). Для заточки зубило или крейцмейсель накладывают на передвижной подручник 11 и с легким нажимом медленно передвигают по всей ширине шлифовального круга, периодически поворачивая инструмент то одной, то другой стороной. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки, в результате чего лезвие теряет первоначальную твердость.
Перед заточкой инструмента подручник устанавливают как можно ближе к заточному кругу (рис. 59,6). Зазор между подручником и заточным кругом должен бЪггь не более 2 - 3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником (рис. 59,/?).
Заточку лучше всего вести с охлаждением водой, в которую добавлено 5% соды, или на мокром круге. Несоблюдение этого условия вызывает повышенный нагрев, отпуск и уменьшение твердости инструмента, а следовательно, и стойкости в работе. Боковые грани после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона.
Проверка угла заточки зубила. После заточки зубила или крейцмейселя с режущих кромок снимают заусенцы. Величина угла заострения проверяется шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35° (рис. 60,а,6).
Наиболее совершенной конструкцией является прибор, допускающий проверку разных элементов режущих инструментов (сверл, зубил, клейцмейселей, резцов и др.).
Прибор (рис. 61,а) состоит из основного диска 1 диаметром 75 мм с градуированной шкалой от 10 до 140°, вращающегося диска 2 на винте-оси 3, стопорного винта 4, установочной риски 5.
Прием измерения угла заточки зубила для металлов средней твердости (сталь) показан на рис. 61,6.
Слесарные молотки
Слесарные молотки - инструмент для ударных работ - изготовляют двух типов: 1 - молотки с круглым бойком (рис. 62,6) и 2 - молотки с квадратным бойком (рис. 62,а). Основной характеристикой молотка является его масса. Молоток состоит из ударника и рукоятки (ручки).
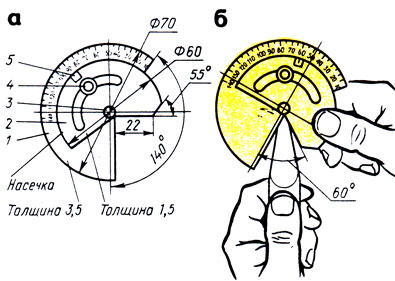
Рис. 61. Прибор для проверки элементов режущих инструментов: a - устройство, б - прием измерения
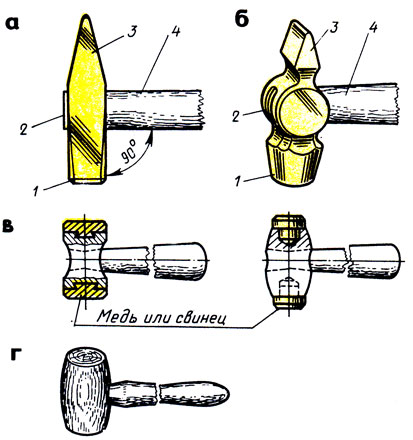
Рис. 62. a - с квадратным бойком, б - с круглым бойком, в - со вставками из мягкого металла, г - деревянный (киянка)
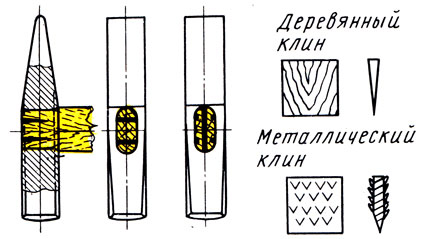
Рис. 63. Схемы расклинивания ручек
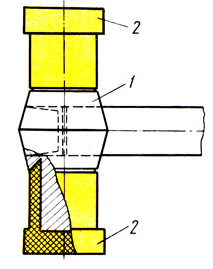
Рис. 64. Молоток с резиновым накостыльником: 1 - корпус, 2 - накостыпьник
Слесарные МОЛОТКИ С круглым бойком изготовляют шести номеров. Молотки №1 массой 200 г рекомендуется применять для инструментальных работ, а также для разметки и правки; молотки № 2 массой 400 г, № 3 - 500 г и № 4 - 600 г - для слесарных работ; молотки № 5 - 800 г и № 6 - 1000 г применяются редко (при ремонтных работах).
Слесарные молотки с квадратным бойком изготовляют восьми номеров: № 1 массой 50 г, № 2 - 100 г и № 3 - 200 г - для слесарно-инструментальных работ; №4 - 400 г, №5 - 500 г, №6 - 600 г - для слесарных работ, рубки, гибки, клепки и др.; №7 - 800 г и №8 - 1000 г применяют редко (при выполнении ремонтных работ).
Для тяжелых работ применяют молотки массой от 4 до 16 кг, называемые кувалдами.
Противоположный бойку 7 конец мс ютка называется носком 3. Носок имеет клинообразную форму, скругленную на конце. Носком пользуются при правке, расклепывании и т. д. Бойком наносят удары по зубилу или крейцмейселю.
Изготовляют молотки из стали 50 и 40Х и инструментальной углеродистой стали У7 и У8. В средней части молотка имеется отверстие овальной формы, служащее для крепления рукоятки.
Рабочие части молотка - боек квадратной или круглой формы и носок клинообразной формы - термически обрабатывают до твердости HRC 49 - 56. Рукоятку 4 молотка делают из твердых пород дерева (кизила, рябины, дуба, клена, граба, ясеня, березы или из синтетических материалов).
Рукоятка имеет овальное сечение, отношение малого сечения к большому 1:1,5, т. е. свободный конец в 1,5 раза толще конца, на который насаживается молоток.
Конец, на который насаживается молоток, расклинивается деревянным клином, смазанным столярным клеем, или металлическим клином, на котором делают насечки (ерши). Толщина клиньев в узкой части 0,8 - 1,5 мм, а в широкой - 2,5 - 6 мм.
Если отверстие молотка имеет только боковое расширение, забивают один продольный клин; если расширение идет вдоль отверстия, то забивают два клина (рис. 63), и наконец если расширение отверстия направлено во все стороны, забивают три стальных или три деревянных клина, располагая два параллельно, а третий перпендикулярно к ним. Правильно насаженным считается молоток, у которого ось рукоятки образует прямой угол с осью молотка.
Помимо обычных стальных молотков в некоторых случаях, например при сборке машин, применяют так называемые мягкие молотки со вставками из меди, фибры, свинца и алюминиевых сплавов (см. рис. 62,в). При ударах, наносимых мягким молотком, поверхность материала заготовки почти не повреждается. Из-за дефицитности меди, свинца и быстрого износа эти молотки мало эффективны и не всегда удобны в эксплуатации. В целях экономии металлов медные или свинцовые вставки заменяют резиновыми, более дешевыми и эффективными в работе. Такой молоток состоит из стального корпуса 7 (рис. 64), на цилиндрические концы которого надеты на костыльники 2 из твердой резины. Резиновые накостыльники достаточно стойки против ударов и при износе легко заменяются новыми. Молотки этой конструкции применяют при точных сборочных работах, особенно когда приходится иметь дело с деталями невысокой твердости.
В некоторых случаях, в особенности при изготовлении изделий из тонкого листового железа, применяют деревянные молотки (киянки) (см. рис. 62,г).
Киянки бывают с круглым и прямоугольным ударниками.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'