§ 16. Накернивание разметочных линий
Керном называется углубление (лунка), образовавшаяся от действия острия (конуса) кернера при ударе по нему молотком.
Масса молотка должна быть соразмерна массе кернера.
При работе кернер берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 52,а). Сначала наклоняют кернер в сторону от себя и прижимают к намечаемой точке, затем быстро ставят в вертикальное положение, после чего по нему наносят легкий удар молотком массой 100 - 200 г (рис. 52,6).
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности детали оставались половины кернов. Керны обязательно ставят на пересечениях рисок и закруглениях. На длинных линиях (прямых) керны наносят на расстоянии от 20 до 100 мм, на коротких линиях, перегибах, закруглениях и в углах - на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах - в местах пересечение осей. Керны, нанесенные неравномерно, а также не на самой риске, не обеспечивают возможности контроля обработки (точения, фрезерования и т. д.). На обработанных поверхностях деталей керны наносят только на концах линий. Иногда на чисто обработанных поверхностях риски не накернивают, а продолжают их на боковые грани и накернивают там.
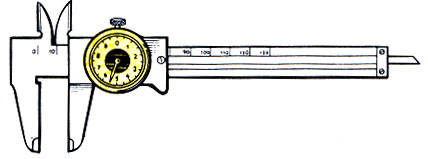
Рис. 49. Штангенциркуль карманный
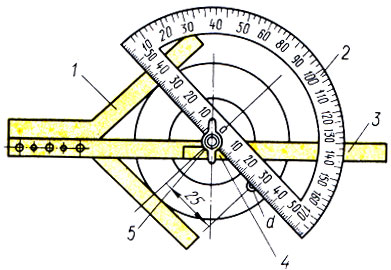
Рис. 51. Ватерпас с градусной шкалой (а) и угломер часового типа (б)
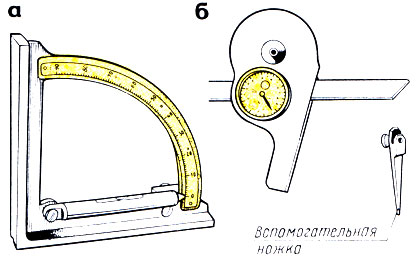
Рис. 50. Центроискатель-транспортир: 1 - угольник, 2 - транспортир, 3 - линейка, 4 - движок, 5 - гайка
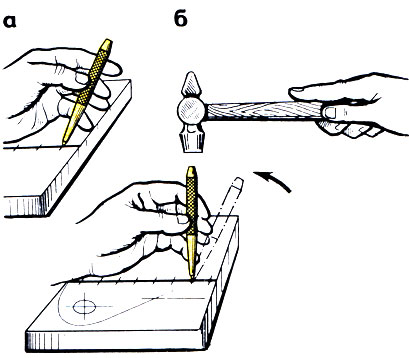
Рис. 52. Накернивание разметочных линий: а - установка кернера, б - кернение
Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной точки.
Разметочный молотой. Для разметочных работ слесарем В. М. Гавриловым изготовлен оригинальный молоток (рис. 53,а). Особенность молотка состоит в том, что в уширенной части головки 1 молотка имеется круглое сквозное отверстие, в которое на резиновых амортизационных кольцах 6 вставлена четырехкратная линза 5. От выпадения линза удерживается пружинными разрезными кольцами 2 из стальной проволоки. Деревянная ручка 3 пустотелая, с торца закрывающаяся крышкой 4. Она может служить пеналом для хранения кернеров, чертилок и т. п.
Молоток разметчика Дубровина (рис. 53,6) может одновременно использоваться в качестве лупы, линейки и пенала для кернера, чертилки и т. п.
В головке 8 молотка предусмотрено круглое отверстие, в котором укреплена линза 7. К скошенной кромке ручки прикреплена стальная линейка 9 с миллиметровой шкалой. В торце ручки 12 высверлено два отверстия для хранения кернера 11 и чертилки 10.
Молоток удобен в работе, повышает производительность труда, так как избавляет слесаря или разметчика от необходимости перехватывать рукой молоток и лупу для нанесения удара, повышает культуру производства.
В целях повышения производительности слесари-новаторы применяют усовершенствованные приемы разметки и специальные приспособления.
Большое количество одинаковых деталей размечают по шаблону.
Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, иногда для разметки даже малых партий, но сложных изделий (рис. 54). Шаблоны изготовляют из листового материала толщиной 0,5 - 1 мм, а для деталей сложной формы или имеющих отверстия - толщиной 3 - 5 мм. При разметке шаблон накладывают на окрашенную заготовку (деталь) и проводят чертилкой риску вдоль контура шаблона (рис. 54,а), после чего риску накернивают. При помощи шаблонов удобно размечать отверстия для сверления, так как при этом отпадает необходимость в геометрических построениях - деление отрезков и окружностей на части и пр.
Отверстия размечают по шаблону чертилкой или кернером (рис. 54,6).
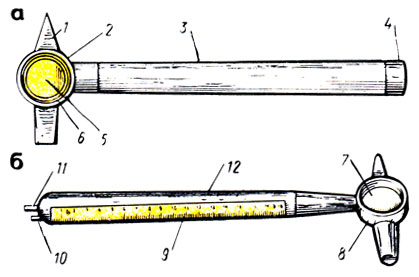
Рис. 53. Разметочные молотки: а - В. М. Гаврипова, б - Дубровина
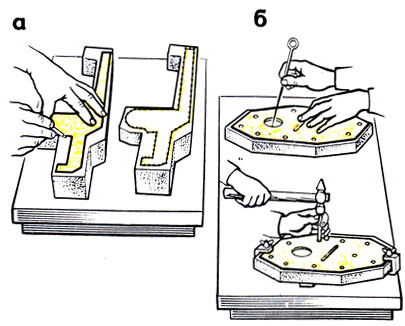
Рис. 54. Разметка по шаблону: а - работа чертилкой и размеченная заготовка, б - работа чертилкой и накернивание
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого шаблон накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона. Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка по образцу отличается от разметки по шаблону тем, что при этом не изготовляют шаблон. Этот способ широко применяют при ремонтных работах,, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ.
Разметку по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в каком они должны быть соединены.
Разметка карандашом производится, как и чертилкой, по линейке на заготовках из алюминия и дюралюминия. Размечать алюминиевые и дюралюминиевые детали при помощи чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точная разметка выполняется теми же правилами, как и обычная разметка, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штанген-рейсмасом с точностью 0,05 мм, а установку и выверку заготовок производят по индикатору. Более точную установку можно получить, применяя плоскопараллельные меры длины (плитки), закрепляя их в специальных державках. Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под углом 90°.
Разметка должна отвечать следующим основным требованиям: точно соответствовать размерам, указанным на чертеже; разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки заготовки; не портить внешний вид и качество детали, т. е. глубина рисок и керновых углублений должны соответствовать техническим требованиям.
Брак при разметке. Наиболее частыми видами брака при разметке являются:
несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
неточность установки рейсмаса на нужный размер. Причиной является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
небрежная установка заготовки на плите в результате неточной выверки плиты.
Безопасность труда. При выполнении разметочных работ необходимо соблюдать следующие правила безопасности труда:
установку заготовок (деталей) на плиту и снятие с плиты необходимо выполнять только в рукавицах;
заготовки (детали), приспособления надежно устанавливать не на краю плиты, а ближе к середине;
перед установкой заготовок (деталей) на плиту следует ее проверить на устойчивость;
во время работы на свободные (не используемые) острозаточенные концы чертилок обязательно надевать предохранительные пробки или специальные колпачки;
используемый для окрашивания медный купорос наносят только кисточкой, соблюдая меры предосторожности (он ядовит);
следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободны;
следить за исправностью крепления молотка на ручке;
удалять пыль и окалину с разметочной плиты только щеткой, а с крупных плит - метлой;
промасленную ветошь и бумагу складывать только в специальные металлические ящики.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'