§ 13. Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность при помощи линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминий риски наносят остро заточенным карандашом.
Широко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
Круглая чертилка представляет собой стальной стержень длиной 150 - 200 мм и диаметром 4 - 5 мм, один конец которого закален на длине 20 - 30 мм и заострен под углом 15°, а другой согнут в кольцо диаметром 25 - 30 мм (рис. 32, а).
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 32, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис 32, в).
Чертилка со вставной иглой (рис. 32,г) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
Чертилка карманная разметчика
В. А. Андреева (рис. 32,л) выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые заводятся при сборке через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочим стержень напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20°. Чертилки должны быть острозаточенными. Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на зоточных станках (рис. 33). Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
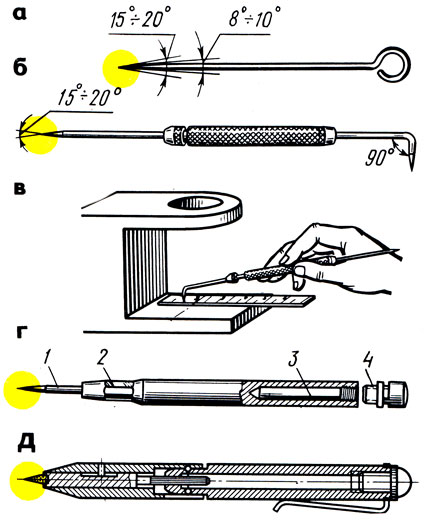
Рис. 32. Чертилки: а - круглая, б - с отогнутым концом, в - применение чертилки с отогнутым концом, г - со вставными иглами, д - карманная; 1 - игла, 2 - корпус, 3 - запасные иглы, 4 - пробка
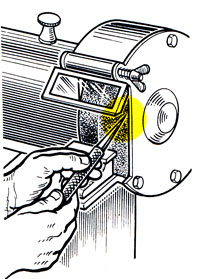
Рис. 33. Заточка чертилки
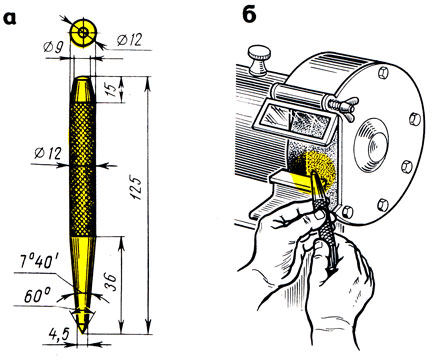
Рис. 34. Обыкновенный кернер (а), его заточка (б)
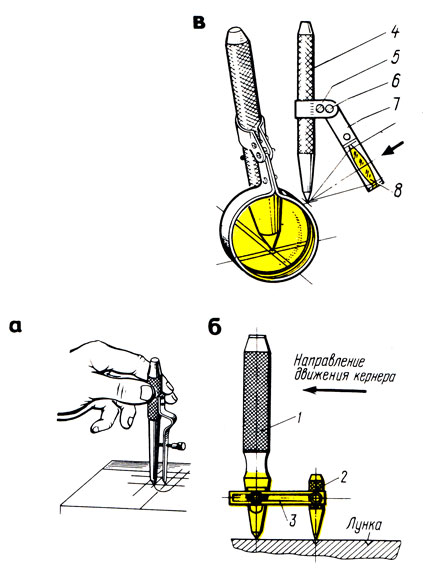
Рис. 35. Специальные кернеры: а - для накернивания закруглений, б - шаговый, в - с лупой С. М. Ненастьева; 1 - основной кернер, 2 - вспомогательный кернер, 3 - планка, 4 - кернер, 5,7 - хомутики, 6 - винт, 8 - пупа
Кернер-слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8ХФ. Рабочую часть кернеров (конус) термически обрабатывают на длине 15 - 30 мм до твердости HRC 55 - 59, а ударную часть - на длине 15 - 25 мм до твердости HRC 40 - 45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
Обыкновенный кернер (рис. 34,а) представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на шлифовальном круге под углом 60° (рис. ЗА,6). При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45°.
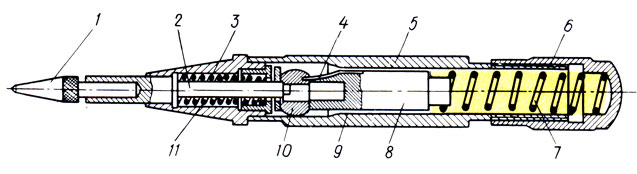
Рис. 36. Пружинный кернер: 1 - кернер, 2 - стержень, 3, 5, 6 - свинченные части, 4 - плоская пружина, 7, 11 - пружины, 8 - ударник, 9 - заплечики, 10 - сухарь

Рис. 37. Электрический кернер: 1 - кернер, 2,5 - пружины, 3 ударник, 4 - катушка, 6 - корпус
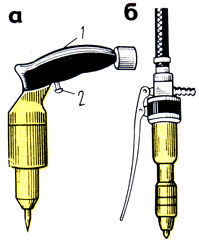
Рис. 38. Кернеры: а - пневматический 'пистолет', б - пневматический портативный А. Н. Подвысоцкого
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75°.
Высокопроизводительными кернерами являются специальные, для шаговой разметки, пружинные, электрические.
Специальные кернеры (рис. 35,а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Кернер для шаговой разметки (рис. 35,6) состоит из двух кернеров - основного 7' и вспомогательного 2, скрепленных общей планкой 3. Расстояние между ними регулируется при помощи отверстий в планке 3 в зависимости от шага размечаемых отверстий. Первое углубление накернивают кернером 7. Затем в полученное углубление вставляют кернер 2 и ударом молотка по кернеру 7 накернивают углубление. После этого кернер 2 переставляют в следующее положение. Шаг между отверстиями выдерживается автоматически, чем и достигается точность разметки и повышение производительности.
Кернер с лупой С. М. Ненастьева (рис. 35,в) состоит из двух хомутиков, соединенных винтом 6 и затягиваемых после установки лупы 8 по зрению рабочего. В одном хомутике 7 устанавливается 3 - 5-кратная лупа, другой хомутик 5 служит для установки лупы на кернер 4 по высоте ее крепления.
Пружинный кернер (рис. 36) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины.
Кернер имеет корпус, свинченный из трех частей 3, 5, 6. В корпусе помещаются две пружины 7, 7 7, стержень 2 с кернером 7, ударник В со смещающимся сухарем 10 и плоская пружина 4. При нажатии на изделие острием кернера внутренний конец стержня 2 упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину 7. Упершись в ребро заплечика 9, сухарь сдвигается в сторону и кромка его сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины 7 наносит по концу стержня с кернером удар. Сразу после этого пружиной 7 7 восстанавливается начальное положение кернера. Сила удара 10-15 кгс регулируется ввинчиванием или отвинчиванием упорного колпачка 6. Вместо кернера 7 в стержень 2 можно вставить клеймо и тогда механический кернер можно использовать для клеймения деталей.
Электрический кернер (рис. 37) состоит из корпуса 6, пружин 2 и 5, ударника 3, катушки 4, кернера 7. При нажатии установленным на риске острием кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина 5 размыкает цепь, а пружина 2 возвращает ударник в исходное положение. Электрический кернер отличается высокой производительностью.
Пневматический "пистолет" (рис. 38,а) применяется для различных керновочных работ. Для удобства он снабжен ручкой 7, расположенной под углом к оси корпуса, и пусковой кнопкой 2.
Пневматический портативный кернер А. Н. Подвысоцкого (рис. 38,6) отличается от других кернеров малыми размерами и отсутствием рукоятки, которой служит сам кернер.
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
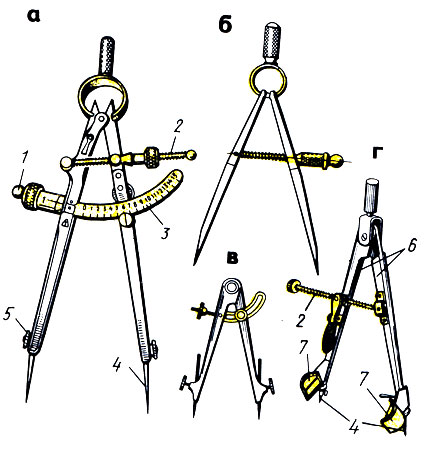
Рис. 39. Циркули слесарные: а - точный, б - пружинный, в - со вставными иглами,1, 2 - микрометрические винты, 3 - установочное устройство, 4 - иглы, г - с линзой; 5 - гайки, 6 - ножки, 7 - разъемные линзы
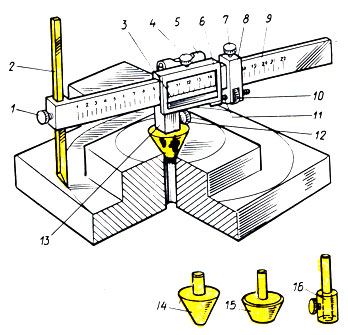
Рис. 40. Разметочный штанген-циркуль: а - устройство, б - разметка прямых линий, в - разметка центров
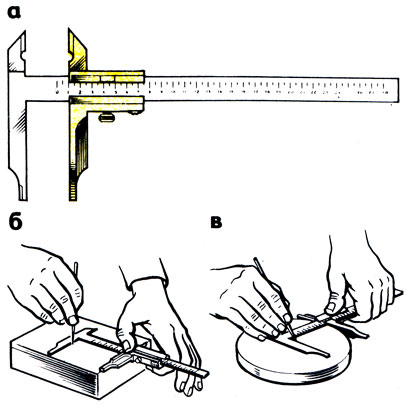
Рис. 41. Разметочный штангенциркуль: 1,4, 7 - винты, 2 - неподвижная ножка, 3 - штанга, 5 - рамка, 6 - нониус, 8 - подвижная ножка, 9, 10 - иглы
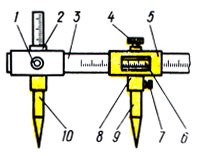
Рис. 42. Усовершенствованный разметочный штангенциркуль: 1 - стопорный зажим, 2 - резец, 3 - нониус, 4, 12 - зажимы, 5 - уровень, 6 - рамка, 7 - винт, 8 - хомутик, 9 - штанга, 10 - гайка, 11 - микровинт, 13, 14, 15 - вставки, 16 - удлинитель
Разметочные циркули бывают: простой или с дугой, точный (рис. 39,а) и пружинный (рис. 39,6). Простой циркуль состоит из двух шарнирно соединенных ножек (рис. 39,а), целых или со вставными иглами (рис. 39,а), он позволяет установку нужного раствора ножек фиксировать винтом.
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис 39,г), состоящего из двух ножек 6, снабженных на концах закаленными иглами 4, и двух разъемных линз 7 с пятикратным увеличением. Линзы установлены так, что концы игл 4 находятся в фокусе. Это дает возможность отчетливо видеть острие иглы и точно совмещать его с делениями масштабной линейки или с рисками размечаемой детали.
Для точной установки размеров циркуль имеет микрометрический винт 2. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
Особенностью конструкции циркуля (рис. 39,а) является устройство 3 для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 7 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
Разметочный штангенциркуль (рис. 40,а) предназначен для точной разметки прямых линий (рис. 40,6) и центров (рис. 40,а).
Разметочный штангенциркуль (рис. 41) служит для разметки окружностей больших диаметров. Он имеет штангу 3 с миллиметровыми делениями и две ножки - неподвижную 2 со стопорным винтом 7 и подвижную 8 с рамкой 5 и нониусом 6, стопорным винтом 4 для закрепления рамки 5. Стопорный винт 7 служит для крепления вставной иглы 9, которая перемещается вниз и вверх и может устанавливаться на разных уровнях.
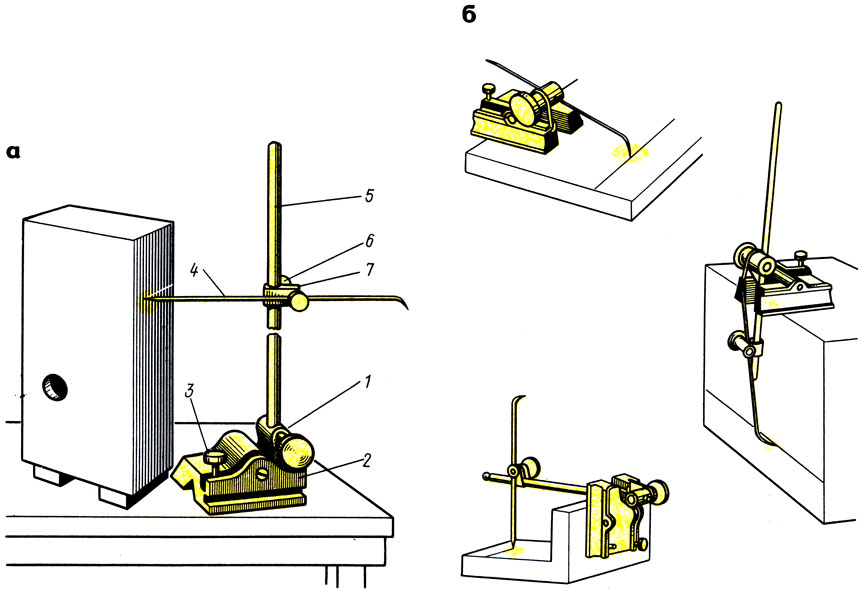
Рис. 43. Рейсмас (а) и его применение (б): 1 планка, 2 - основание, 3 - установочный винт, 4 - чертилка, 5 - стойка (штатив), 6 - винт с гайкой, 7 - муфта
На рис. 42 показан усовершенствованный разметочный штангенциркуль для разметки плоскостей. Он имеет штангу 9 с утолщенным концом, в который устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится вставка 13, в отверстие которой вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
Рамка 6 при помощи микрометрического винта 7 7 соединяется с хомутиком 8. Перемещается рамка 6 по штанге вручную и закрепляется зажимом 4. Микрометрическая подача рамки осуществляется поворотом гайки 10 при закрепленном хомутике винтом 7.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливают резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом 7 и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания 2 (рис. 43,а), вертикальной стойки (штатива) 5, винта с гайкой 6 для крепления чертилки 4, установочного винта 3 для подводки иглы на точную установку размера, планки 7 и муфты 7. Применение рейсмаса показано на рис. 43,6.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Штангенрейсмасы для разметки описаны в главе XIX "Основы измерения".
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'