Глава II. Организация труда слесаря
§ 4. Научная организация труда
Общие положения. Вопросы научной организации труда (НОТ) на производстве, являясь необходимым элементом и составной частью технического прогресса, все шире и глубже проникают в жизнь предприятий. Это связано с особенностями современного производства, прежде всего с характером широко применяемых ныне технических средств.
Для успешного выполнения производственных заданий недостаточно располагать современным оборудованием, механизмами, приспособлениями, инструментами и квалифицированными рабочими. Нужно соответствующим образом организовать труд. Решению этих задач и способствует научная организация труда (НОТ).
В современных условиях научной считается такая организация труда, которая основывается на достижениях науки и передовом опыте, систематически внедряемых в производство, позволяет наилучшим образом соединить технику и людей в едином производственном процессе, обеспечивает наиболее эффективное использование материальных и трудовых ресурсов, непрерывное повышение производительности труда, способствует сохранению здоровья работника, постепенному превращению труда в первую жизненную потребность и создает моральное удовлетворение работающего.
Научное обоснование любого решения по организации рабочих мест, рационализации трудового процесса в современных условиях становится необходимостью.
Окружающая изо дня в день производственная обстановка оказывает на рабочего и его работу большое влияние. Она может вызвать подъем настроения, активность, желание лучше и больше работать или, наоборот, она может вызвать равнодушие, безразличие и даже уныние, пассивность и нежелание работать. Следовательно, нельзя недооценивать производственную обстановку, необходимо правильно использовать этот резерв улучшения качества работы и повышения производительности труда.
В комплекс НОТ, создающей производственную обстановку, входят такие элементы: оборудование учебных мастерских; организация рабочих мест (планировка, оснащение); организация трудового процесса (рабочая поза, рабочие движения, их элементы); режим труда (темп, ритм труда, утомляемость); санитарно-гигиенические условия труда (микроклимат, шум, вибрации, освещенность, личная гигиена); эстетические условия труда (цветовая окраска, одежда, музыка); безопасные условия труда; противопожарные мероприятия.
Оборудование слесарных мастерских. В слесарных мастерских и на участках располагается оборудование индивидуального и общего пользования. К оборудованию индивидуального пользования относятся верстаки с тисками. К оборудованию общего пользования относятся: сверлильные и простые заточные станки (точильно-шлифовальные), опиловочно-зачистные станки, поверочные и разметочные плиты, винтовой пресс, ножовочный станок, рычажные ножницы, плиты для правки и др. Для размещения заготовок и деталей, приспособлений и инструментов, вспомогательных материалов имеются групповые инструментальные шкафы, стеллажи, столы, тара для заготовок (деталей) и стружки.
Слесарный верстак (рис. 1, а) является основным видом оборудования рабочего места для выполнения ручных работ и представляет собой специальный стол, на котором выполняют слесарные работы. Он должен быть прочным и устойчивым. Каркас верстака сварной конструкции из чугунных или стальных труб, стального профиля (уголка). Крышку (столешницу) верстаков изготовляют из досок толщиной 50 - 60 мм (из твердых пород дерева). Столешницу в зависимости от характера выполняемых на верстаке работ покрывают листовым железом толщиной 1-2 мм, линолеумом или фанерой. Кругом столешницу окантовывают бортиком, чтобы с нее не скатывались детали.
Под столешницей верстака находятся выдвижные ящики (не менее двух), разделенные на ряд ячеек для хранения в определенном порядке инструментов, мелких деталей и документации.
Слесарные верстаки бывают одноместные и многоместные.
Одноместные слесарные верстаки имеют длину 1000-1200 мм, ширину 700 - 800 мм, высоту 800 - 900 мм, а многоместные - длину в зависимости от числа работающих, ширину ту же, что и одноместные верстаки. Наиболее удобны и более широко применяются одноместные верстаки.
Многоместные слесарные верстаки (рис. 1,б) имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клепку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим.
Слесарный верстак (рис. 1, а), применяемый на заводах, состоит из металлического каркаса 7, верстачной доски (столешницы) 2, защитного экрана (металлическая сетка с очень мелкой ячейкой или стекло - плексиглас) 4.
На верстаке располагают параллельные тиски 3, планшет для размещения чертежей 5, светильник 6, кронштейн с полочкой для измерительного инструмента 7, планшет для рабочего инструмента 8.
Под столешницей имеются четыре ящика 9 с отделениями для хранения инструмента и две полки 10 для хранения деталей и заготовок. К ножке верстака крепится откидное сиденье 7 7.
Широко применяется в мастерских профтехобразования верстак, Исключающий применение подставок и допускающий регулирование подъема тисков на нужную высоту (рис. 2). В каркасе 2 этого верстака прочно закреплена толстостенная труба 3 с резьбой, внутрь которой входит стальной хвостовик. Тиски поднимаются вращением рукой надетого на винт / моховичка 8.
Верстак снабжен защитным экраном из металлической сетки 4 высотой 1 м с ячейками не более 3 мм или прозрачного плексигласа, полочкой 5 для измерительного инструмента, планшетами 6 для рабочего инструмента, которые вместе с инструментом укладываются в ящик. Деревянная столешница верстака вместо бортиков окантована рамкой 7 из алюминиевого уголка.
Заслуживает внимания планшет-кассета, представляющий собой рамку, одна часть которой закрыта прозрачным оргстеклом, а обратная - крышкой-задвижкой. В планшет закладывают чертежи по ряду заданий. Планшет устанавливают в планку с пазом вертикально или горизонтально.
Применение планшета-кассеты позволяет иметь несколько чертежей, не требует картона для наклейки, покрытия чертежа защитным слоем и, кроме того, позволяет долгое время сохранять чертежи чистыми.
Для работы механизированным инструментом к верстаку подводится силовая электрическая линия и магистраль сжатого воздуха.
Для выполнения слесарных работ непосредственно у машин широко применяют передвижные (на роликах) верстаки. Когда слесарю приходится перемещаться по фронту работы, он пользуется передвижным верстаком (рис. 3).
При выполнении слесарных работ часто приходится пользоваться ящиками с набором слесарного инструмента (рис. 4), а также инструментальными сумками (рис. 5).
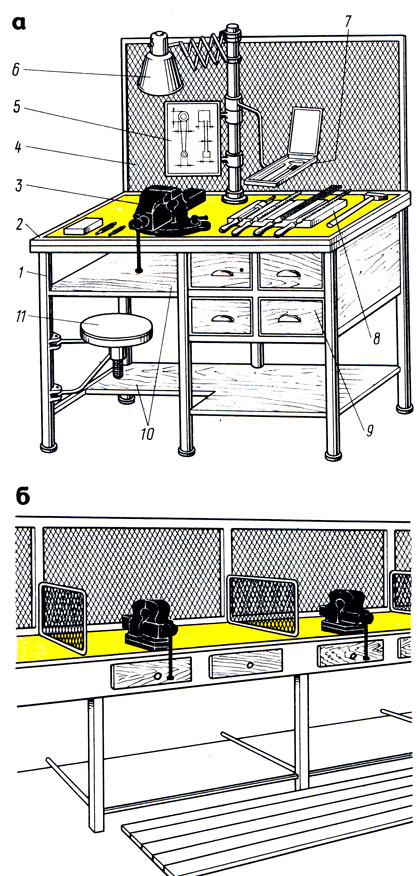
Рис. 1. Одноместный (а) и многоместный (б) слесарные верстаки: 1 - каркас, 2 - столешница, 3 - тиски, 4 - защитный экран, 5 - планшет для чертежей, 6 - светильник, 7 - полочка для инструмента, 8 - планшет для рабочего инструмента, 9 - ящики, 10 - полки, 11 - сиденье
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
Стуловые тиски свое название получили от способа крепления их на деревянном основании в виде стула, в дальнейшем .они были приспособлены для закрепления на верстаках.
Стуловые тиски (рис. 6, а) изготовляют четырех типов из кованой стали с шириной губок 100, 130, 150, 180 мм, наибольшее раскрытие губок 90, 130, 150 и 180 мм соответственно.
Стуловые тиски состоят из подвижной 4 и неподвижной 5 губок. На конце неподвижной части находится лапа 7 для крепления тисков к столу, а ее удлиненный стержень 8 заделывают в деревянное основание и зажимают скобой. Губки сдвигаются вращением рычага 7 винта 3, имеющего прямоугольную резьбу, а раздвигаются при помощи плоской пружины 2 при вывинчивании из втулки гайки 6 винта 3.
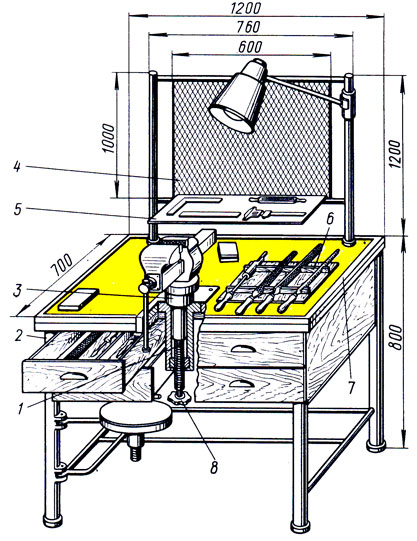
Рис. 2. Слесарный верстак с регулируемыми по высоте тисками: 1 - винт подъема, 2 - каркас, 3 - труба, 4 - сетка, 5 - полочка, 6 - планшет, 7 - рамка, 8 - маховичок
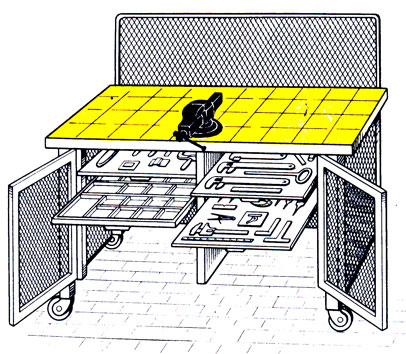
Рис. 3. Передвижной верстак
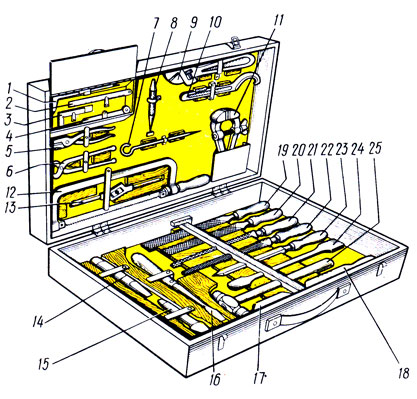
Рис. 4. Ящик с набором слесарного инструмента: 1 - штангенциркуль, 2 - линейка, 3 - угольник 90°, 4 - циркуль разметочный, 5 - плоскогубцы, 6 - клещи, 7 - чертилка, 8 - кернер, 9 - ключ раздвижной, 10 - ключ для круглых гаек, 11 - тиски ручные, 12 - ножовка, 13 - клупп, 14 - зубило, 15 - крейцмейсель, 16 - отвертка, 17 - скребок для очистки напильников, 18 - щетка для очистки напильников, 19 - напильник плоский драчевый, 20 - напильник плоский личной, 21 - напильник трехгранный, 22 - напильник круглый личной, 23, 24 - шаберы, 25 - молоток
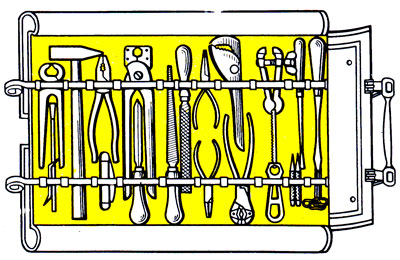
Рис. 5. Инструментальная сумка
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок (рис. 6,6), а широкие - только нижними (рис. 6,в), что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
Стуловые тиски применяют редко, только для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, - при рубке, клепке, гибке и пр.
Параллельные тиски с ручным приводом выпускают трех типов: I - тиски общего назначения, 11 - тиски с поворотной губкой и III - тиски с дополнительными губками для труб.
Поворотные параллельные тиски - тип II (рис. 7) могут поворачиваться на любой угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 7 7, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь - освобождать.
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков.
Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 7.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали У8) призматические губки В с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинами ("нагубниками"), изготовленными из мягкой стали, латуни, красной меди, алюминия и др.
Размеры слесарных тисков определяются шириной их губок, которая для тисков с поворотной губкой составляет: 63, 80, 100, 125, 140, 160, 200 мм.
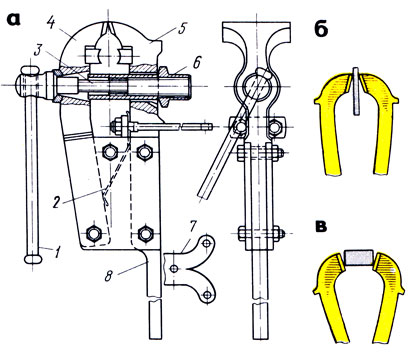
Рис. 6. Тиски стуловые: 1 - рычаг,2-пружина, а - общий вид, 3- винт, б - зажим верхними краями, 4 - подвижная губка губок, 5 - неподвижная губка, в - зажим нижними краями, 6 - гайками губок; 7 - лапа, 8 - стержень
Не поворотные параллельные тиски - тип I (рис. 8) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную губку 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали У8 и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага /. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8.
Тиски с дополнительными губками для труб (рис. 9) кроме общего назначения могут быть использованы для закрепления труб благодаря дополнительному призматическому вырезу.
Диаметры зажимаемых труб: 60, 70,140 мм.
Несмотря на достоинство параллельных тисков, заключающееся в прочном креплении к верстаку, они имеют недостаток: малая прочность губок. Поэтому для тяжелых работ эти тиски непригодны.
Тиски со свободным ходом (рис. 10) - удобство и быстрота установки деталей. Тиски к верстаку прижимает плита 7. Под внутренней неподвижной губкой 2 - подвижная 3. А между нею и плитой - две пиловидные рейки 4. С ними в зацеплении - зубчатая гайка 6, зафиксированная на винте 5.
Слесарь, поворачивая рукоятку влево, выводит гайку из зацепления с рейками, и потянув рычаг на себя, освобождает подвижную губку. Так легко и просто устанавливается необходимый зазор между сменными щечками 7. Чтобы зажать деталь, нужно проделать эту несложную операцию в обратном порядке.
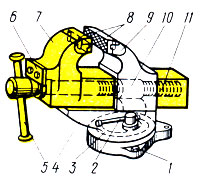
Рис. 7. Тиски с поворотной губкой: 1 - болт, 2 - рукоятка, 3 - основание, 4 - поворотная часть, 5 - рычаг, 6 - стопорная планка, 7 - подвижная губка, 8 - пластинки, 9 - неподвижная губка, 10 - гайка, 11 - винт
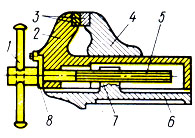
Рис. 8. Тиски общего назначения: 1 - рычаг, 2 - подвижная губка, 3 - пластинки, 4 - неподвижная губка, 5 - винт, 6 - основание, 7 - гайка, 8 - стопорная планка
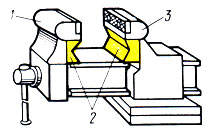
Рис. 9. Тиски слесарные с дополнительными губками для труб: 1 - подвижная губка, 2 - призматические вырезы, 3 - неподвижная губка
Тиски пневматические обеспечивают без применения физической силы быстрый и надежный зажим деталей с постоянным усилием. Время зажима 2 - 3 с, усилие зажима - 300 кгс.
Пневматические тиски с диафрагменным зажимом (рис. 11) состоят из основания 7, поворотной части 2, закрепленной в нужном положении болтами 3, подвижной губки 4, помещенной в пазу поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью. Внутри поворотной части 2 перемещается каретка 6, соединенная ходовым винтом 7 с подвижной губкой 4. Ходовой винт позволяет менять расстояние между обеими губками тисков. В том случае когда воздух не поступает в тиски, их губки под действием пружины 8 находятся в крайнем раздвинутом положении. Когда же сжатый воздух под давлением 5 -6 ат поступает в камеру тисков, шток 9 опускается и поворачивает находящийся в каретке рычаг 10, который нажимает на каретку своим коротким плечом через толкатель 7 7 и тянет подвижную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 7 и резиновой диафрагмой 12. Воздух через диафрагму давит на опорное кольцо 13 штока и создает рабочее усилие. В тисках зажимают детали размером не свыше 80 мм.
Тиски пневматические с клиновым зажимом (рис. 12). Эти тиски установлены на корпусе 10 пневматической подставки, в ней профрезерован кольцевой Т-образный паз 6, в который головками входят болты, закрепляющие тиски в нужном положении.
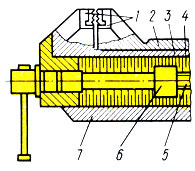
Рис. 10. Тиски слесарные со свободным ходом: 1 - сменные щечки, 2 - неподвижная губка, 3 - подвижная губка, 4 - пиловидная рейка, 5 - винт, 6 - зубчатая гайка, 7 - плита
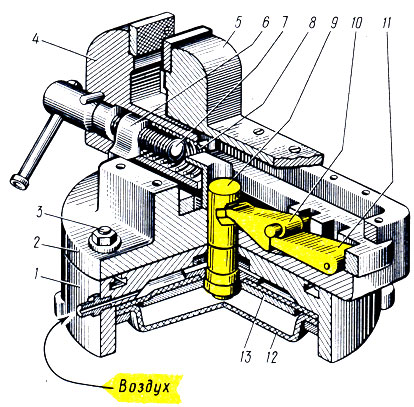
Рис. 11. Пневматические тиски: 1 - основание, 2 - поворотная часть, 3 - болт, 4 - подвижная губка, 5 - неподвижная губка, 6 - каретка,7 - винт, 8 - пружина, 9 - шток, 10 - рычаг, 11 - толкатель, 12 - резиновая диафрагма, 13 - кольцо
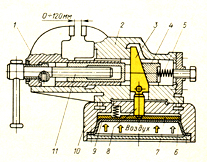
Рис. 12. Тиски пневматические с клиновым зажимом: 1 - подвижная губка, 2 - неподвижная губка, 3 - клин, 4 - фигурная гайка, 5 - пружина, 6 - Т-образный паз, 7 - нажимной диск, 8 - подающий шток, 9 - резиновая мембрана, 10 - корпус, 11 - винт
Тиски состоят из подвижной 7 и неподвижной 2 губок, пневматической камеры с резиновой мембраной 9 и нажимным диском 7, подающего штока 8 и клиновой передачи, в которую входит клин 3 и фигурная гайка 4.
Губки тисков раздвигаются вручную винтом 7 7 на расстояние от 0 до 120 мм, а также при помощи пневматического крана, включаемого от руки или ноги; пневматический привод раздвигает губки на 6 мм.
При зажиме детали винтом 7 7 устанавливают расстояние между губками по размеру детали, после этого подают воздух в пневматическую камеру под мембрану 9. Воздействуя на мембрану, воздух поднимает вверх нажимной диск 7 с подающим штоком 8 и клином 3; своим скосом клин перемещает фигурную гайку 4 и зажимный винт 7 7 с подвижной губкой 7 на 6 мм и закрепляет деталь. Давление в пневматической сети 14кгс/см2, зажимное усилие достигает 2000 кгс.
Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт 7 7, перемещая подвижную губку 7, освобождает деталь.
При работе на тисках следует соблюдать следующие правила:
перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
по окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
после окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Ручные слесарные тисни применяют для закрепления деталей или заготовок небольших размеров при опиливании или сверлении, которые неудобно или опасно держать руками.
Тиски ручные изготовляют трех типов: 1 - шарнирные, 2 - с коническим креплением, 3 - пружинные.
Ручные тиски (рис. 13, а) изготовляют с шириной губок 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 13, 6) с шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм.
Кроме ручных тисков применяют другие конструкции: угловые и со специальными губками. На Минском ордена Ленина автомобильном заводе применяют при опиливании фасок или наклонных поверхностей угловые (косогубые) тиски, которые зажимают в закрепленные на верстаки тиски вместе с обрабатываемым изделием (рис. 14). На рис. 15 показаны тиски со специальными губками (с призматическими вырезами) для закрепления цилиндрических деталей.
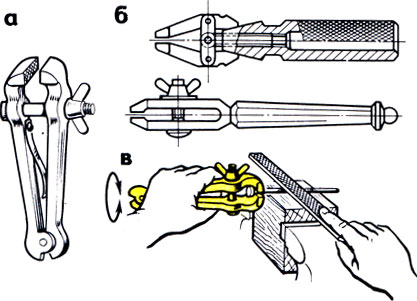
Рис. 13. Ручные тиски: a - с пружиной и пружинным соединением, б - для мелких работ, в - применение
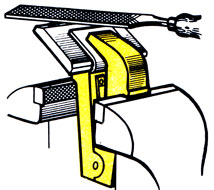
Рис. 14. Угловые (косогубые) тиски
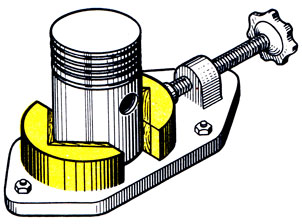
Рис. 15. Тиски со специальными (вырезанными) губками
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'