§ 80. Сварка в инертных газах и азоте
Сварка в инертных газах. Сварка в аргоне и гелии выполняется как плавящимся, так и не плавящимся (вольфрамовым) электродом (рис. 101).
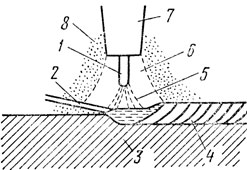
Рис. 101. Схема горения дуги в инертных газах: 1 - электрод, 2 - присадочная проволока, 3 - изделие, 4 - сварной шов, 5 - дуга, 6 - поток защитного газа, 7 - горелка, 8 - воздух
Аргонодуговую сварку применяют для соединения легированных сталей, цветных металлов и их сплавов, ее выполняют постоянным (рис. 102) и переменным (рис. 103) током плавящимся и не плавящимся электродами. Упрощенная схема поста механизированной сварки приведена на рис. 104.
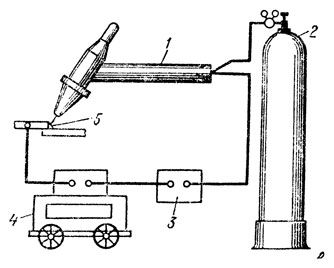
Рис. 102. Упрощенная схема ручной аргонодуговой сварки постоянным током: 1 - горелка, 2 - баллон с защитным газом, 3 - реостат, 4 - генератор, 5 - сварной шов
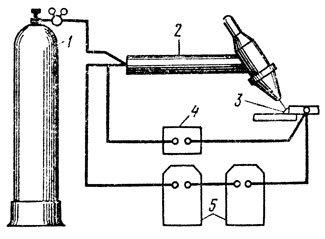
Рис. 103. Упрощенная схема ручной аргонодуговой сварки переменным током: 1 - баллон с защитным газом, 2 - горелка, 3 - сварной 4 - осциллятор, 5 - трансформатор с регулятором
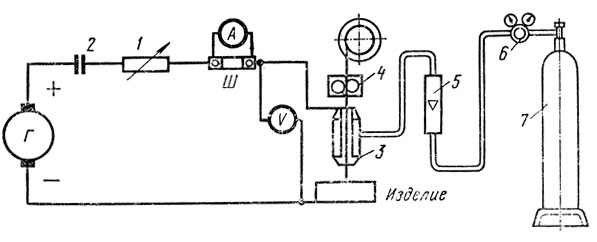
Рис. 104. Схема поста механизированной сварки плавящимся электродом: 1 - балластный реостат, 2 - контактор, 3 - горелка, 4 - подающий механизм, 5 - ротаметр (расходомер газов), 6 - редуктор, 7 - баллон для газа; Г - сварочный генератор, А - амперметр, V - вольтметр, Ш - шунт
При ручной аргонодуговой сварке конец вольфрамового электрода затачивают на конус. Длина заточки, как правило, должна быть равна двум-трем диаметрам электрода.
Дуга зажигается на специальной угольной пластине. Зажигание дуги на основном металле не рекомендуется из-за возможности загрязнения и оплавления конца электрода.
Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), так как потенциал возбуждения и ионизации инертных газов значительно выше, чем кислорода, азота или паров металлов. Дуговой разряд инертных газов отличается высокой стабильностью.
Характерной особенностью аргонодуговой сварки не плавящимся вольфрамовым электродом при использовании переменного тока является возникновение в сварочной цепи составляющей постоянного тока, величина которой может достигать 50% от величины эффективного значения переменного тока сварочной цепи. Выпрямление тока, т. е. появление составляющей постоянного тока, зависит от размеров и формы вольфрамового электрода, материала изделия и режимов сварки (величины тока, скорости сварки и длины дуги). Появление в сварочной цепи составляющей постоянного тока особенно отрицательно сказывается на процессе сварки и качестве сварных соединений из алюминия и его сплавов.
При чрезмерной величине составляющей постоянного тока нарушается стабильность горения дуги, резко ухудшается качество поверхности наплавляемого металла, появляются подрезы, чешуйчатость и снижается прочность сварных соединений и пластичность металла шва. Устранение составляющей постоянного тока в сварочной цепи переменного тока является первостепенным условием для получения качественных сварных соединений.
Гелиедуговая сварка имеет одинаковый принцип работы с аргонодуговой сваркой, поэтому отдельно не рассматривается.
Аргонодуговой сваркой можно выполнять все виды соединений: стыковые, тавровые, нахлесточные и угловые.
Для защиты металла шва со стороны корня и обеспечения формирования обратной стороны шва поддувают защитные газы (создание избыточного давления защитного газа со стороны корня шва). При сварке титана, алюминия и их сплавов для поддува применяют аргон или в особых случаях - гелий - при сварке титана. При сварке нержавеющих сталей применяют аргон, азот, углекислый газ и смесь азота с водородом (азота - 93%, водорода - 7%).
Ручную аргонодуговую сварку выполняют без колебательных движений горелки, которые не рекомендуется применять из-за возможности нарушения защиты зоны сварки. Угол между осью мундштука аргонодуговой горелки и плоскостью свариваемого изделия должен быть 75 - 80° (рис. 105). Присадочную прозолоку располагают под углом 90° относительно оси мундштука горелки, а угол между проволокой и изделием должен быть 15-20°.
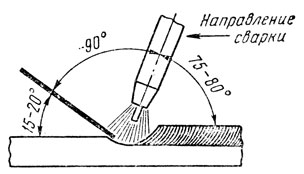
Рис. 105. Схема расположения присадочной проволоки и горелки по отношению к свариваемому изделию
Употребление газовых смесей вместо технически чистых газов аргона или гелия в некоторых случаях повышает устойчивость горения сварочной дуги, уменьшает разбрызгивание металла, улучшает формирование шва, увеличивает глубину проплавления, а также воздействует на перенос металла и увеличивает производительность сварки.
Для сварки используются гелий и аргон - инертные газы, не образующие с другими элементами химических соединений, за исключением некоторых гидридов, устойчивость которых находится только в узких интервалах температуры и давления. В промышленности гелий получают из природных газов путем их сжижения.
Аргон несколько тяжелее воздуха, поэтому струя его хорошо защищает дугу и зону сварки. Дуга в аргоне отличается высокой стабильностью. По ГОСТ 10157 - 73 аргон вырабатывают трех сортов (табл. 40).
Сварка в азоте. При сварке меди и некоторых типов нержавеющих сталей для защиты зоны дуги можно использовать азот, полученный путем ректификации воздуха на кислородных установках. Азот инертен по отношению к меди. Хранят и транспортируют азот в стальных баллонах черного цвета с Желтой кольцевой полосой при давлении 15 МПа.
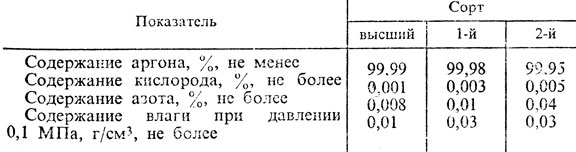
40. Состав аргона различных сортов
При азотно-дуговой сварке электродами служат угольные или графитные стержни, применять вольфрамовые стержни нецелесообразно, так как образующиеся на их поверхности нитриды вольфрама легкоплавки, вследствие чего расход вольфрама резко возрастает. При азотно-дуговой сварке угольным электродом напряжение дуги должно быть 22 - 30 В. Сварку выполняют постоянным током прямой полярности, диаметр угольного электрода 6-8 мм при токе 150 - 500 А. Расход азота составляет 3 - 10 л/мин. Установка для сварки в азоте аналогична установке для сварки в аргоне. Горелка должна иметь специальные сменные наконечники для закрепления угольных стержней.
Вопросы для самопроверки
- Какие газы являются инертными и какие активными?
- Для чего применяют поддув обратной стороны шва?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'