Глава XVIII. Оборудование и технология полуавтоматической сварки под флюсом
§ 71. Технология полуавтоматической сварки под флюсом
Сущность полуавтоматической сварки под флюсом заключается в следующем: по мере перемещения вручную держателя полуавтомата из установленной на нем воронки в зону сварки подается флюс, который закрывает поверхность изделия и электродную (сварочную) проволоку на высоте 40-50 мм. Дуга, возбуждаемая между свариваемым изделием 1 и электродной проволокой 2, горит под слоем флюса 3 (рис. 94). При этом происходит плавление кромок свариваемого изделия, электродной проволоки и флюса. Затвердевший металл ванны образует шов 4, который покрывается образующейся в процессе сварки шлаковой коркой 5, легко удаляемой после остывания. Не расплавившийся флюс собирают после сварки и используют вторично.
Сварку под флюсом выполняют переменным и постоянным током.
Металл сварного шва, выполненного под флюсом, состоит примерно из 1/3 расплавленного присадочного металла и 2/3 переплавленного основного металла.
Отношение веса расплавленного флюса к весу расплавленного присадочного металла составляет приблизительно 1:1.
Электродная проволока. При полуавтоматической сварке под флюсом электродная проволока является одним из основных элементов, определяющих качество сварного соединения. Для сварки под флюсом применяют три вида проволоки: углеродистую, легированную и высоколегированную.
Поверхность поставляемой проволоки должны быть чистой, гладкой, без окалины, ржавчины и масла. Проволока поставляется в мотках, либо в специальных катушках.
Каждый моток должен быть перевязан мягкой проволокой в трех или четырех местах, равномерно расположенных по окружности мотка. К мотку прикрепляют бирку, на которой указывают наименование или товарный знак предприятия-поставщика, наименование проволоки, марку стали (проволоки), диаметр проволоки и номер стандарта, по которому стандартизируется проволока. Каждую партию проволоки сопровождают сертификатом, в котором указывают наименование предприятия-поставщика, наименование проволоки, марку стали (проволоки), номер плавки, диаметр проволоки, химический состав стали, результаты испытаний, массу проволоки и номер стандарта (ГОСТа).
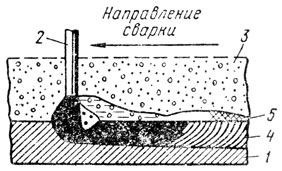
Рис 94. Схема сварки под флюсом
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'