§ 46. Воздушно-дуговая резка
При воздушно-дуговой резке металл расплавляется дугой, горящей между изделием и угольным электродом, а удаляется струей сжатого воздуха.
На рис. 55 приведена схема процесса воздушно-дуговой резки.
Воз душно-дуговую резку металлов выполняют постоянным током обратной полярности, так как при дуге прямой полярности металл нагревается сравнительно на широком участке, вследствие чего удаление расплавляемого металла затруднено. Возможно применение и переменного тока. Для воздушно-дуговой резки применяют специальные резаки, которые делятся на резаки с последовательным расположением воздушной струи и резаки с кольцевым расположением воздушной струи.
В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает электрод только с одной стороны.
Для воздушно-дуговой резки применяют угольные или графитовые электроды. Графитовые электроды более стойки, чем угольные. По форме электроды бывают круглыми и пластинчатыми. Величину тока при воз душно-дуговой резке определяют по следующей зависимости I = K×d, где I - ток, A; d - диаметр электрода, мм; К - коэффициент, зависящий от теплофизических свойств материала электрода, равный 46 - 48 А/мм, для угольных электродов и 60 - 62 А/мм для графитовых.
Источниками питания для воздушно-дуговой резки служат стандартные сварочные преобразователи постоянного тока или сварочные трансформаторы.
Питание резака сжатым воздухом осуществляют от цеховой сети, имеющей давление 0,4 -0,6 МПа, а также от передвижных компрессоров. Применение сжатого воздуха при воздушно-дуговой резке давлением выше 0,6 МПа нецелесообразно, так как сильная воздушная струя резко снижает устойчивость горения дуги.
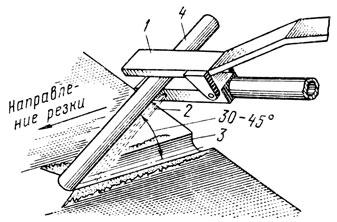
Рис. 55. Схема процесса воздушно-дуговой резки: 1 - резак, 2 - воздушная струя, 3 - канавка, 4 - электрод (угольный)
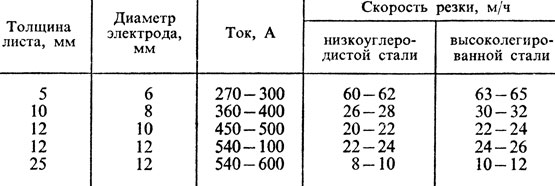
9. Режимы разделительной воздушно-дуговой резки
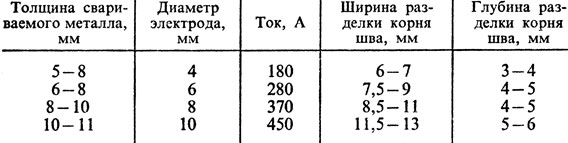
10. Режимы поверхностной воздушно-дуговой резки
Воздушно-дуговую резку разделяют на поверхностную строжку и разделительную резку. Поверхностную строжку применяют для разделки дефектных мест в металле и сварных швах, а также для подрубки корня шва и снятия фасок. Фаску можно снимать одновременно на обеих кромках листа. Ширина канавки, образующаяся при поверхностной строжке, на 2-3 мм превышает диаметр электрода. Воздушно-дуговую разделительную резку и строжку применяют при обработке нержавеющей стали и цветных металлов. Она имеет ряд преимуществ перед другими способами огневой обработки металлов, так как более проста, а также более дешевая и более производительная.
В табл. 9 приведены режимы разделительной воздушнодуговой резки угольным электродом, а в табл. 10 приведены данные по разделке корня шва, выполненного встык с К-об- разной подготовкой кромок.
Вопросы для самопроверки
- Сущность воздушно-дуговой резки.
- Где применяется строжка?
- Как классифицируются резаки для воздушно-дуговой резки?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'