Глава IX. Аппаратура и технология дуговой резки
§ 44. Дуговая резка электродами
Дуговая резка металлов выполняется металлическим плавящимся электродом, угольным электродом и не плавящимся вольфрамовым электродом в защитной среде аргона.
Дуговая резка металлическим плавящимся электродом. Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30 - 40% больше, чем при сварке, и металл проплавляют мощной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки (рис. 53).
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся
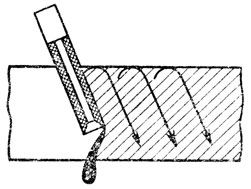
Рис. 53. Схема резки металлическим электродом электродом приведены в табл. 6
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 7).
Дуговая резка угольным электродом. При дуговой резке угольными, графитовыми электродами разделку достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 8).
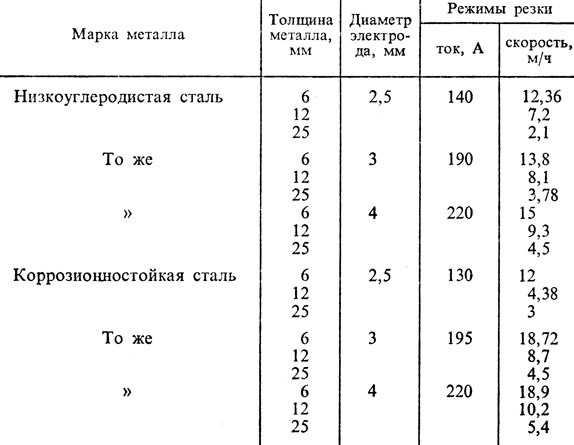
6. Режимы резки плавящимся электродом
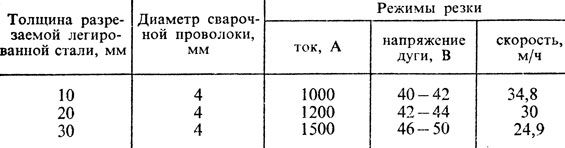
7. Режимы автоматической резки под флюсом
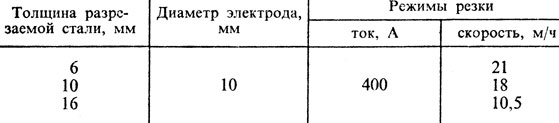
8. Режимы резки угольным электродом
Дуговая резка не плавящимся вольфрамовым электродом. Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов.
Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20 -30 % больше, чем при сварке) и проплавляют насквозь металл.
Вопросы для самопроверки
- Какие существуют способы резки электродом?
- Сущность способа дуговой резки.
- Где применяется дуговая резка электродом?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'