§ 35. Взаимодействие расплавленного металла с газами, серой и фосфором
Взаимодействие кислорода с расплавленным металлом сварочной ванны. В зоне сварочной дуги имеются газовая, шлаковая и металлическая фазы.
При изучении реакций, протекающих в сварочной ванне, следует учитывать возможность окисления жидкого металла свободным (молекулярным и атомарным) кислородом газовой фазы, кислородом, находящимся на свариваемых кромках в виде окислов и шлаков, кислородом, растворимым в металлической ванне и химически активных шлаках, которые вступают в процессе сварки в обменные окислительные и восстановительные реакции с металлом сварочной ванны. Находящимся в газовой фазе молекулярный и атомарный кислород соединяется с металлом сварочной ванны.
Железо с кислородом образует три соединения (окисла), имеющих весьма важное значение в металлургических процессах, происходящих при сварке плавлением: закись железа FeO, содержащую 22,27% O2, закись-окись железа Fe3O4, содержащую 27,64% O2, окись железа Fe2C3, содержащую 30,06% O2.
Из всех трех окислов растворима в железе только закись. Остальные окислы в железе практически не растворимы и на его свойства влияния почти не оказывают. Однако окалина и ржавчина на свариваемых кромках, содержащие высшие окислы (закись-окись и окись железа), свободным железом могут раскисляться до закиси по реакциям Fe3O4 + Fe = 4FeO, Fe2O3 + Fe = 3FeO.
Образующаяся закись железа растворяется частично в шлаке и частично в расплавленном металле, вследствие чего в сварном шве образуются поры. В твердом железе растворимость кислорода невелика.
Для уменьшения растворимости окисла в металле необходимо иметь соответственно более низкую концентрацию окисла в шлаке, в результате окисел будет стремиться перейти из металла в шлак. Наоборот, более высокая концентрация окисла в шлаке способствует его переходу в металл. Металл может окисляться и под действием химически активных, по кислороду, окислов (шлаков), например, кремния и марганца SiO2 + 2Fe = 2FeO + [Si], MnO + Feж = FeO + [Мn].
(В этих формулах индекс ж указывает, что Fe находится в виде расплава, а знак [ ], что элемент растворен в металлической фазе.)
При наличии в газовой фазе сложных газов, таких, как, например, СO2 и Н2O, которые при диссоциации выделяют кислород, также происходит окисление металла сварочной ванны.
Если жидкий металл содержит элементы-раскислители, которые имеют большее сродство к кислороду, чем металл сварочной ванны, то в этом случае концентрация кислорода в сварочной ванне может быть значительно уменьшена за счет элементов раскислителей.
Взаимодействие водорода, азота и сложных газов с расплавленным металлом сварочной ванны. Водород в составе газовой фазы может находиться в молекулярном или атомарном состоянии, что зависит от температуры. При более высоких температурах молекулярный водород диссоциирует на атомарный и ионизированный. Металлы, способные растворять водород, можно разделить на две группы. К первой группе относятся металлы, не имеющие химических соединений с водородом (железо, никель, кобальт, медь и др.). Металлы первой группы поглощают водород в твердом состоянии, растворимость которого в них увеличивается при плавлении и зависит от состояния водорода.
Ко второй группе относятся металлы, образующие с водородом гидриды, представляющие химическое соединение металла с водородом (палладий, цирконий, титан, ванадий, торий, тантал и редкоземельные элементы). При небольших количествах поглощенного водорода эти металлы образуют с ним твердые растворы, а при более значительных количествах - гидриды. Легирующие элементы оказывают самое разнообразное влияние на растворимость водорода в сплавах железа. Углерод, кремний, алюминий и хром снижают растворимость водорода в сплавах железа, а титан и ниобий ее увеличивают. Растворенный водород в сварочной ванне и его неполное выделение в период кристаллизации приводят к образованию дефектов: пор, макро- и микротрещин в металле шва, а также холодных и горячих трещин в околошовной зоне.
Концентрация водорода в сварочной ванне может быть уменьшена путем создания нерастворимых соединений водорода в металле, как, например, фтористого водорода HF, а также путем некоторого окисления сварочной ванны.
Азот. В зависимости от температуры азот, как и водород, в газовой фазе зоны дуги может находиться в молекулярном, атомарном и ионизированном состояниях. Основным источником азота в газовой фазе зоны дуги является окружающая атмосфера. Растворимость азота в железе зависит от его состояния. Азот не растворяется в меди, никеле, золоте, серебре и не образует с этими металлами химических соединений. С железом он образует нитриды Fe2N (11,15% N) и Fe4N (5,9 % N). Азот способствует образованию пор в металле шва. Увеличение концентрации азота в низкоуглеродистых сталях влияет на прочностные и пластические свойства этих сталей, а также способствует старению металла. Иногда его вводят в состав легированных сталей для получения аустенитной структуры. В этом случае он является аустенизатором и рассматривается как ценная легирующая добавка.
Углекислый газ. В составе газовой фазы зоны дуги углекислый газ СO2 присутствует в значительных количествах. Это особенно заметно при сварке электродами, покрытие которых создано на основе мрамора и плавикового шпата. В процессе плавления такого покрытия происходит диссоциация карбоната кальция с образованием углекислого газа.
Углекислый газ активно окисляет жидкий металл.
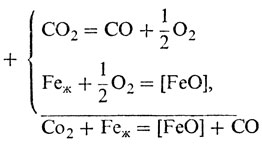
где [FeO] - закись железа, растворившаяся в железе.
Образующаяся окись углерода СО в металле шва не растворяется, в процессе кристаллизации сварочной ванны она выделяется и образует поры. Углекислый газ может быть использован для защиты зоны сварки от воздуха, если в состав проволоки ввести марганец и кремний, которые будут нейтрализовать реакцию образования СО.
Водяной пар, находящийся в газовой фазе, образуется из влаги покрытия и флюса, влаги ржавчины находящейся на поверхности свариваемых кромок, а также в результате реакций, протекающих в покрытиях и газовой фазе.
Водяной пар с жидким металлом взаимодействует по уравнению Н2О + Feж = [FeO] + Н2.
При электрической сварке плавлением газовая фаза зоны дуги, контактирующая с жидким металлом, состоит из смеси СO2, СО, Н2O, Н2, O2, N2, а также продуктов их диссоциации (О, Н, N, OH) и паров металла и шлака.
Кислород, находясь в сварочной ванне, образует с железом закись железа FeO, которая, растворяясь в сварочной ванне, снижает прочностные свойства металла шва.
Водород, оставшийся в расплавленном металле, впоследствии является причиной образования холодных трещин.
Азот способствует старению шва, образованию пор в шве, а в целом снижает прочностные свойства сварного соединения. в
Влияние серы и фосфора на качество сварных соединений. Сера, соединяясь с железом, образует сульфид железа FeS, которой является вредной примесью в металле шва. Сульфид железа в период кристаллизации сварочной ванны образует эвтектику FeS - Fe, имеющую меньшую, чем сталь, температуру плавления (940°С) и малую растворимость в жидкой стали. Это является причиной образования горячих трещин, поскольку эвтектика при кристаллизации располагается между зернами стали. Вредное влияние оказывает и фосфор, снижающий ударную вязкость металла шва. Для ликвидации вредного влияния серы и фосфора необходимо уменьшить их содержание в металле шва путем создания их соединений, нерастворимых в металле.
Легирование металла шва. Легирование металла шва может быть получено расплавлением присадочной проволоки (один из наиболее надежных способов легирования), либо введением в покрытие или флюс порошкообразных металлических добавок или восстановлением из окислов металлов. При этом следует учитывать активность окисления легирующего элемента в зоне сварочной ванны. С увеличением активности окисления легирующего элемента в зоне сварки уменьшается его усвоение сварочной ванной. Для оценки поведения того или иного элемента в сварочной ванне необходимо знать его сродство к кислороду (степень активности окисления элемента кислородом). Активность некоторых широко известных элементов
по отношению к кислороду повышается в следующем порядке (до температуры 160СГС):
Элементы, стоящие левее от железа, при сварке сталей будут практически полностью усваиваться сварочной ванной. Вольфрам и молибден, стоящие слева от железа, достаточно полно усваиваются сварочной ванной. Большую трудность представляет легирование шва титаном и алюминием, так как, чем правее от железа расположен элемент, тем быстрее он окисляется.
Вопросы для самопроверки
- Какие фазы имеются в сварочной дуге?
- Какие соединения элементов с железом растворимы в жидком металле и как влияет их растворимость на качество сварного соединения?
- Каким образом можно легировать металл сварного шва?
- Как влияют сера и фосфор на сварные швы?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'