§ 14. Классификация электродов
Электроды, применяемые для сварки и наплавки, классифицируются по назначению (для сварки стали, чугуна, цветных металлов и для наплавочных работ), технологическим особенностям (для сварки в различных пространственных положениях, для сварки с глубоким проплавлением и для ванной сварки), виду и толщине покрытия, химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла шва и способу нанесения покрытия (опрессовкой или окунанием).
Основными требованиями для всех типов электродов являются:
обеспечение стабильного горения дуги и хорошего формирования шва;
получение металла сварного шва заданного химического состава;
спокойное и равномерное расплавление электродного стержня и покрытия;
минимальное разбрызгивание электродного металла и высокая производительность сварки;
легкая отделимость шлака и достаточная прочность покрытий;
сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени, минимальная токсичность при изготовлении и при сварке.
Длина электродов приводится в табл. 3.
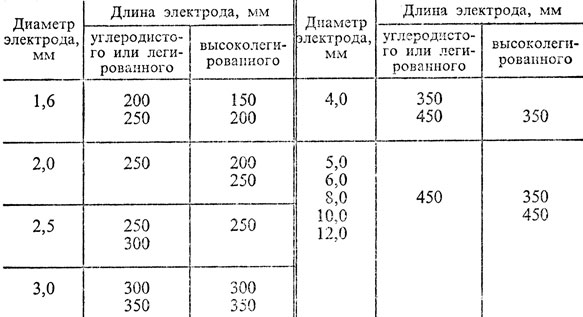
3. Длина электрода в зависимости от его диаметра
По назначению металлические электроды для ручной дуговой сварки сталей, и наплавки поверхностных слоев с особыми свойствами, изготовляемые способом опрессовки, подразделяются (ГОСТ 9466-75):
для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 600 МПа, с условным обозначением У;
для сварки легированных сталей с временным сопротивлением разрыву свыше 600 МПа - Л;
для сварки легированных теплоустойчивых сталей - Т; для сварки высоколегированных сталей с особыми свойствами - В;
для наплавки поверхностных слоев с особыми свойствами - Н.
По толщине покрытия электроды подразделяются на электроды с тонким, средним, толстым и особо толстым покрытиями. ГОСТ 9466 - 75 предусматривает также три группы электродов - 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
По виду покрытия электроды подразделяются: с кислым покрытием - А; с основным покрытием - Б; с целлюлозным покрытием - Ц; с рутиловым покрытием - Р; с покрытием смешанного вида - с двойным обозначением; с прочими видами покрытий - П.
В зависимости от того, в каком пространственном положении выполняется сварка, электроды подразделяются:
для сварки во всех положениях с условным обозначением 1;
для сварки во всех положениях, кроме вертикального сверху вниз, - 2;
для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - 3; для нижнего и нижнего в лодочку - 4.
Электроды подразделяются по роду и полярности тока, а также по номинальному напряжению холостого хода источника питания сварочной дуги переменного тока.
Подразделение электродов по типам выполнено в ГОСТ 9467-75, 10051-75 и 10052-75. По ГОСТ 9467-75 предусмотрено 9 типов электродов для сварки углеродистых и низколегированных сталей (Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55 и Э60), 5 типов электродов для сварки легированных сталей повышенной и высокой прочности (Э70, Э85, Э100, Э125 и Э150) и 9 типов электродов для сварки легированных теплоустойчивых сталей (Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, 3-09X2M1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМ1БФ, Э-10Х5МФ). Обозначают электроды для сварки углеродистых и легированных сталей по ГОСТ 9466-75. Например, электроды типа Э46А по ГОСТ 9467 - 75 марки УОНИ-13/45, диаметром 3,0 мм для сварки углеродистых и низколегированных сталей обозначаются:
| Э46А - УОНИ-13/45 - 3,0 - УД2 | ГОСТ 9466 - 75, ГОСТ 9467 - 75 | |
| У432(5) - Б10 |
где Э - электрод для дуговой сварки; 46 - минимальное гарантируемое временное сопротивление разрыву, обусловленное ГОСТ 9467 - 75; А - улучшенный тип электродов. Буква У обозначает, что электроды предназначены для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа; Д - толщина покрытия; 2 - вторая группа. В знаменателе цифры 43 2 (5) указывают характеристики наплавленного металла и металла шва; буква Б обозначает основной тип покрытия; 1 - пространственное положение, в котором может выполняться сварка, 0 - постоянный ток обратной полярности. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 600 МПа, после буквы Е тире не ставится.
Для сварки высоколегированных сталей с особыми свойствами электроды согласно ГОСТ 10052-75 классифицируются по химическому составу наплавленного металла и его механическим свойствам. ГОСТ 10052 - 75 предусматривает 49 типов электродов. Обозначения типов электродов состоят из индекса Э и следующих за ним цифр и букв. Две цифры, стоящие после индекса, указывают среднее содержание углерода в наплавленном металле в сотых долях процента. Химические элементы, содержащиеся в наплавленном металле, обозначены следующими буквами:
А - азот; Б - ниобий; В - вольфрам; Г - марганец; Д - медь; М - молибден; Н - никель; С - кремний; Т -титан; Ф - ванадий; X - хром. Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента в процентах. После буквенного обозначения элементов, среднее содержание которых в наплавленном металле составляет менее 1,5%, цифры не проставляются.
Электроды для дуговой наплавки регламентируются ГОСТ 10051-75 (типы электродов, которые характеризуются химическим составом наплавленного металла и его твердостью).
Вопросы для самопроверки
- По каким признакам классифицируют электроды для сварки и наплавки?
- Какие вы знаете ГОСТы на электроды?
- Как обозначаются типы покрытий электродов?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'