Глава III. Оборудование для ручной дуговой сварки и обслуживание его
§ 8. Виды электросварочных постов
В зависимости от технологического процесса (марки свариваемого материала и типа покрытия электрода) сварочные работы выполняют либо на переменном, либо на постоянном токе. Постоянный ток перед переменным имеет то преимущество, что дуга горит стабильнее, а следовательно, процесс сварки вести легче, особенно на малых токах.
Питание сварочных постов переменным током осуществляют от специальных трансформаторов, а постоянным током - от преобразователей и выпрямителей.
На рис. 7, а показана принципиальная электрическая схема поста для ручной дуговой сварки переменным током (от трансформатора типа ТС), а на рис. 7,5 - общий вид такого поста. От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 и предохранители 3 подается к источнику питания - сварочному трансформатору 4, где ток трансформируется до напряжения 60-75 В, необходимого для возбуждения дуги, и по сварочным проводам 5 через зажим 6 и электрододержатель 7 подводится - к изделию 8.
На рис. 1,в показана принципиальная электрическая схема поста для ручной дуговой сварки постоянным током, а на рис. 7, г - общий вид поста. В этом случае ток от сети напряжением 220 или 380 В поступает к преобразователю, состоящему из асинхронного электродвигателя и сварочного генератора, соединенных между собой общим валом. Такие преобразователи вырабатывают постоянный сварочный ток напряжением 25-.75. В.
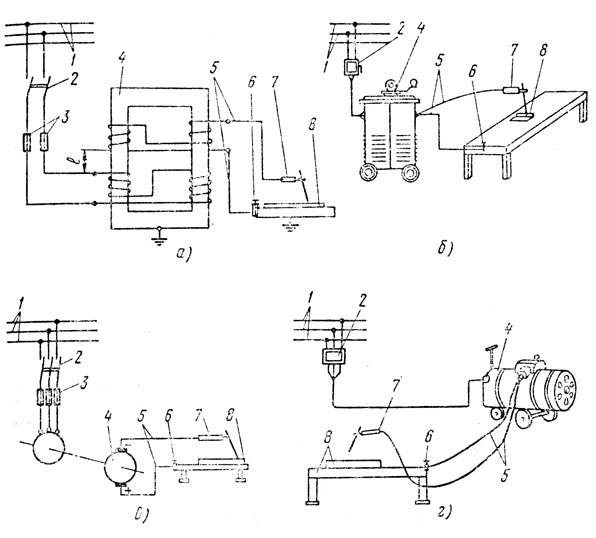
Рис. 7. Принципиальные электрические и монтажные схемы поста для ручной дуговой сварки: а, б - переменным током ( - переменная величина расстояния между катушками), в, г - постоянным током
Размещение источников питания сварочных постов в зависимости от характера выполняемых работ может быть .централизованным (групповым) и индивидуальным. Групповое размещение сварочного оборудования в отдельных помещениях делают на ,расстоянии 30-40 м от сварочного поста. Источники питания устанавливают на минимальном расстоянии от рабочего места электросварщика.
Сварочные посты могут быть стационарными и передвижными. Стационарные посты для сварки изделий небольших размеров располагают в открытых сверху отдельных сварочных кабинах (рис. 8, я). Передвижные посты применяют при сварке изделий крупных габаритов; трубопроводов большой длины (рис. 8, 6), металлоконструкций, сосудов и т. д. Для защиты работающих от ультрафиолетовых лучей сварочной дуги устанавливают переносные щиты, ширмы высотой 1,2-1,5 м из несгораемых материалов.
При больших объемах сварочных работ рационально использовать многопостовые сварочные выпрямители, преобразователи или трансформаторы. Величину сварочного тока при этом регулируют на каждом рабочем посту балластными реостатами (при использовании постоянного тока) и дросселями (при использовании переменного тока). Передвижные сварочные посты, как правило, применяются при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, устанавливаемые на специальные прицепы или закрытые автомобили. Такие прицепы и автомобили оборудованы специальными рубильниками, к которым подключены установки.
При работе на различной высоте электроды и необходимый инструмент сварщика находятся в брезентовых сумках, подвешиваемых к поясу сварщика, либо в специальных пеналах или ящиках. Для обеспечения удобства и безопасности работы делают подмости с перилами (инвентарные леса) или подвешивают люльки. При работе на высоте и значительном удалении от источника питания применяют дистанционные регуляторы сварочного тока. А при сварке в сосудах закрытого типа для обеспечения безопасных условий труда используют отключатели (ограничители) холостого хода.
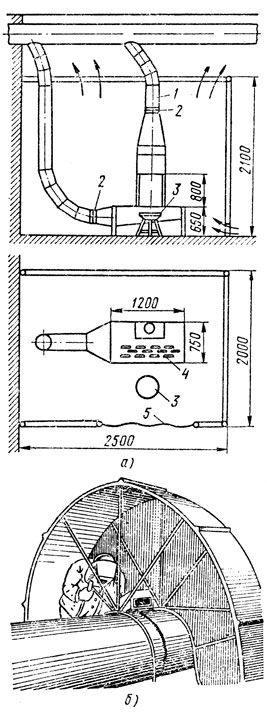
Рис. 8. Типы сварочных кабин: а - стационарная, оборудованная местным отсосом; 1 - воздуховод вытяжной вентиляции, 2 - шибер, 3 - стул; 4 - стол, 5 - брезентовый занавес, 6 - переносная для сварки труб в монтажных условиях
Вопросы для самопроверки
- Какие виды сварочных постов применяют в промышленности и строительстве?
- Чем отличается стационарный сварочный пост от передвижного?
- В каких случаях рационально использовать многопостовые источники питания?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'