Глава XXVII. Сведения по механизации, автоматизации и организации сварочного производства
§ 126. Механизация сборочных работ
Наиболее трудоемкими процессами при изготовлении сварных изделий являются сборка и сварка: трудоемкость сборки и сварки составляет соответственно примерно 30 и 33% общей трудоемкости изготовления сварных конструкций.
Для уменьшения трудоемкости и продолжительности работы, а также для повышения качества и снижения себестоимости конструкции применяют механизированные приспособления для сборки изделия и для движения собранного изделия при сварке.
Сборка деталей на сварочных прихватках создает жесткую систему и при сварке препятствует неизбежным взаимным перемещениям деталей, что может привести к возникновению значительных внутренних напряжений в сварных конструкциях. Поэтому сборку на прихватках применяют для изделий, свариваемых из листов небольшой толщины (до 6 - 8 мм), или имеющих между сварными узлами гибкие связи (решетчатые фермы, колонны, рамы, балки и др.).
При изготовлении листовых конструкций толщиной более 8 мм используются приспособления, допускающие некоторую свободу перемещений элементов конструкции при усадке швов.
Приспособления бывают для сборки, для сварки и комбинированные - сборочно-сварочные. Для сборки деталей применяют прижимы, распорки, домкраты, фиксаторы, кондукторы. В цеховых условиях для стягивания и фиксации деталей при сборке широко пользуются винтовыми прижимами, быстродействующими зажимными устройствами пружинного, эксцентрикового, рычажно-винтового типа и др.
Для сборки листовых конструкций удобны магнитные прижимы-фиксаторы. Листы устанавливаются в требуемое положение и после включения тока прижим надежно фиксирует это положение.
При массовом производстве одинаковых изделий применяют специализированные сборочные и сборочно-сварочные кондукторы, имеющие надежные и быстродействующие механизмы для зажатия деталей.
Часто по окончании сборки изделие снимается с кондуктора и укладывается на другое механизированное приспособление (роликовый стенд, кантователь или манипулятор для сварки).
Роликовые стенды состоят из холостых и приводных роликовых опор, смонтированных на общей фундаментной плите. Эти стенды применяют для вращения цилиндрических изделий во время сварки круговых швов и установочного перемещения при сварке продольных швов (табл. 67).
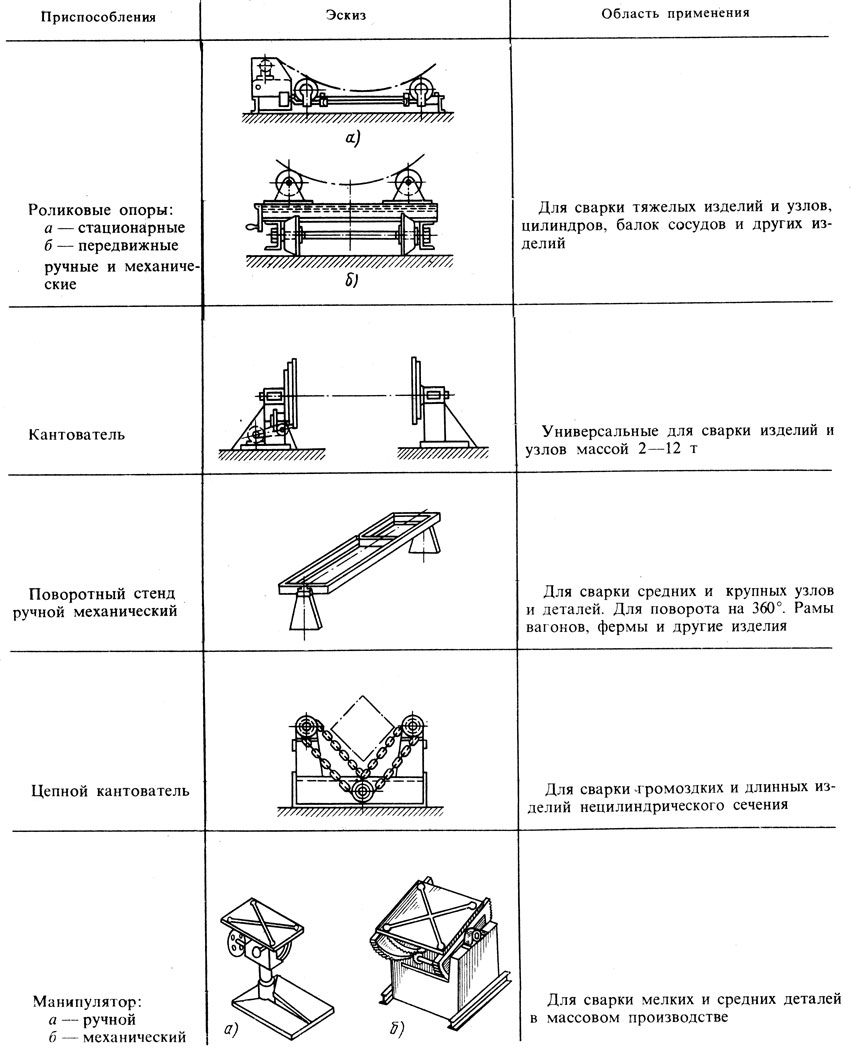
67. Поворотные приспособления для сборки и сварки изделий
Кантователи применяют для поворота свариваемого изделия с целью установки его в удобное для сварки положение.
Манипуляторы наряду с опорами и кантователями относятся к поворотным приспособлениям. С их помощью удобно сваривать изделия в определенном пространственном положении.
Приспособление, в котором производится сварка закрепленного изделия в одной определенной позиции (положении), называют позиционером. Он пригоден для сварки определенного вида изделия, в то время как манипулятор употребляется для нескольких видов изделий, и сварку каждого изделия можно выполнять в различных позициях.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'