§ 123. Электронно-лучевая сварка
Электронный луч получается в вакуумном приборе - электронной пушке (рис. 165). В вакууме с раскаленного катода выделяются электроны, которые направляются к аноду - свариваемой детали.
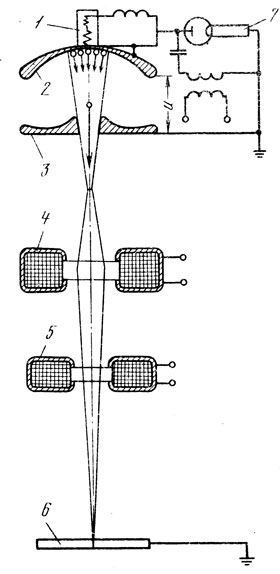
Рис. 165. Принципиальная схема установки для сварки электронным лучом: 1 - катодная спираль, 2 - фокусирующая головка катода, 3 - первый анод с отверстием, 4 - фокусирующая магнитная катушка для регулирования диаметра пятна нагрева на изделии, 5 - магнитная система отклонения пучка, 6 - свариваемое изделие, 7 - высоковольтный источник постоянного тока для питания катода
Вышедшие с поверхности раскаленного катода электроны ускоряются электрическим полем, создаваемым специальным устройством на пути прохождения электронов от катода к свариваемому изделию. В результате этого электроны приобретают значительную скорость и энергию.
Для получения электронного луча электроны фокусируются магнитным полем, создаваемым специальным устройством. Таким образом, регулирование скорости подачи электронов в луч достигается электрическим полем, а концентрация электронов в луче - магнитным полем. Сфокусированные в плотный пучок электроны, ударяясь о малую площадку на свариваемом изделии, вследствие резкого торможения отдают свою энергию металлу, который нагревается в месте сварки до очень высокой температуры.
Для управления лучом при сварке служит магнитная отклоняющая система. Предотвращение возможности возникновения дугового разряда в пушке достигается глубоким вакуумом порядка КГ4 мм рт. ст., создаваемым насосной системой сварочной установки.
Электронный луч можно подавать на изделие непрерывно и импульсами. Управление энергией луча ведется с помощью прерывателя, включенного, в цепь питания управляющего электрода.
Плотность электрической энергии в луче можно регулировать изменением напряженности магнитного поля фокусирующей линзы, что дает возможность регулировать температуру нагрева свариваемого материала.
Высокая концентрация энергии при электронно-лучевой сварке позволяет сваривать металл большой толщины (до 300 мм за один проход).
Удельная тепловая мощность электронного луча в сотни и тысячи раз больше, чем удельная тепловая мощность обычной сварочной дуги. Если обычная сварочная дуга при напряжении 20 В, токе 200 А и диаметре 10 мм имеет плотность энергии ∼4⋅107 Вт/м2, то электронный луч при напряжении 100 кВ, токе 8 мА и диаметре 0,05 мм имеет плотность 4⋅1011 Вт/м2, т. е. в 10 000 раз больше. Это обеспечивает при сварке электронным лучом более высокие скорости сварки, узкие и глубокие швы, малый нагрев металла околошовной зоны и, как следствие этого, низкие сварочные деформации и повышенную прочность металла шва и сварного соединения.
Оборудование для сварки электронным лучом. Применяют два вида установок для сварки: с низким (до 35 кВ) и с высоким (35 - 150 кВ) ускоряющим напряжением. В СССР впервые в 1958 г. создана для сварки электронным лучом установка модели МВТУ-МЭИ. В настоящее время серийно изготавливаются для электронно-лучевой сварки установки ЭЛУ различных типов, которые позволяют сваривать стали толщиной до 50 мм. Проектируются установки, предназначенные для сварки стали толщиной 100 мм и более. В качестве примера можно привести краткие технические данные электронно-лучевой установки У86, выпускаемой промышленностью: диаметр - 2000 мм, длина - 4000 мм, объем камеры - 10 м3, количество электронных пушек - 3.
Высоковольтные горелки (100 - 150 кВ) дают тонкий луч (0,127 мм и более) и обладают глубокой проникающей способностью. Лучом можно манипулировать на расстояниях до 900 мм от изделия, что очень ценно для сварки в труднодоступных местах. Луч можно применять для получения сварных швов сложной геометрии,
В настоящее время рассматриваются планы создания аппаратуры для сварки электронным лучом с ускоряющим напряжением в 500 кВ.
За рубежом созданы установки плазменно-электронного луча и электронно-лучевой сварки с лучом, выведенным из вакуумной камеры в атмосферу (рис. 166).
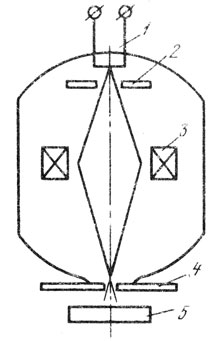
Рис. 166. Схема сварки электронным лучом на воздухе: 1 - катод, 2 - анод, 3 - фокусирующее устройство, 4 - сопло, 5 - свариваемое изделие
Области применения электронно-лучевой сварки. В настоящее время электронно-лучевая сварка широко применяется в электронной и атомной промышленности, в самолето- и ракетостроении. Она используется также для изготовления сварных шестерен, режущего инструмента, узлов энергетических установок. Применяется сварка крупногабаритных конструкций установкой вакуумных камер только на место соединения, тогда как вся конструкция остается в атмосфере Имеется большой опыт в технологии электронно-лучевой сварки редких и тугоплавких металлов, высокопрочных и жаропрочных сплавов.
Перспективы применения электронно-лучевой сварки значительны: сварка ответственных строительных конструкций (балок, колонн и т. п.), резервуаров, работающих под большим давлением, арматуры и узлов парогенераторов, турбин, узлов двигателей внутреннего сгорания.
В будущем электронно-лучевая сварка может быть применима в условиях космоса (постройка и ремонт орбитальных станций и пр.).
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'