§ 83. Холодная сварка чугуна
Применяя электроды из различных сплавов с покрытиями разного состава, можно получить металл шва с нужной прочностью и вязкостью, но избежать закалки в зоне плавления при сварке без подогрева изделия не удается. Можно лишь несколько уменьшить толщину закаленной прослойки, применяя многопроходную сварку на малых силах тока.
Холодная сварка чугуна производится стальными электродами, комбинированными электродами и электродами с чугунными стержнями.
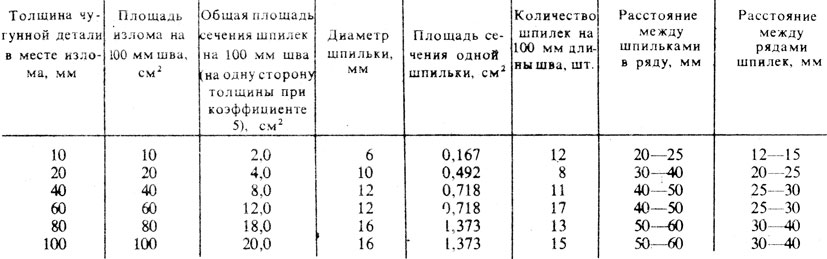
43. Примерное размещение шпилек при сварке чугуна
Сварка стальными электродами с применением шпилек. Этот способ сварки широко применяется при ремонте крупногабаритных чугунных изделий. Здесь сварка комбинируется с механическим усилением зоны плавления ввертыванием в теле изделия стальных шпилек, которые связывают металл шва и основной металл, разгружая хрупкую закаленную прослойку.
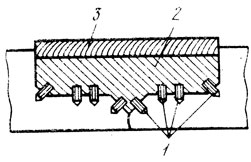
Рис. 105. Подготовка чугунного изделия к холодной сварке со стальными шпильками: 1 - стальные шпильки, 2 - стальная связь, 3 - наплавка медно-никелевым электродом
При изломе изделия с толщиной стенки до 12 мм шпильки Могут ввертываться без разделки кромок. При толщинах более 12 мм место излома подготавливается с У-образной или X-образной разделкой. Если на поверхности изделия не допускается выступ наплавленного металла, то разделку производят так, как показано на рис. 105. Канавку вырубают на глубину 6 - 20 мм в зависимости от толщины изделия; затем ввертывают шпильки. Диаметр шпилек зависит от толщины завариваемого изделия: при толщине до 12 мм диаметр шпильки должен быть не более 6 мм; диаметр шпилек более 16 мм и менее 3 мм не рекомендуется. Диаметр шпилек d=(0,15-0,2)-5, где S - толщина детали, мм.
Количество шпилек, которые нужно поставить на одну сторону трещины, зависит от качества чугуна, нагрузки, которую несет деталь, длины трещины и др. Максимальное количество шпилек по их площади не должно превышать 0,25 площади излома детали. Примерное размещение шпилек представлено в табл. 43.
Высота шпилек над поверхностью равна 0,5 - 1 диаметра шпильки, но не более 5 - 6 мм; глубина ввертывания - 1,5 диаметра шпильки.
При сверлении отверстий и нарезании резьбы нельзя применять масло. Шпильки должны быть ввернуты до упора.
Лучшие результаты дают электроды марки УОНИИ-13/55. Электроды любой марки берутся диаметром не более 3 - 4 мм, сила тока для электродов диаметром 3 мм - 90÷100 А. Уменьшенная сила тока обеспечивает малую глубину расплавления чугуна и минимальный нагрев изделия, что уменьшает отбеливание и предотвращает появление трещин.
Процесс сварки. Сначала кольцевыми швами обвариваются ввернутые шпильки. Обварку нужно производить вразброс для равномерного нагревания детали. Потом заплавляют участки между обваренными шпильками, причем заварка также ведется отдельными участками. Длина каждого валика не Должна превышать 100 мм. Второй слой валиков наносится перпендикулярно направлению валиков первого слоя. После нанесения наплавки на каждую сторону поверхностей кромок переходят к заварке разделки и трещины. Диаметр электродов можно принять 4 мм и сварочный ток 120 - 140 А.
Для ускорения заварки трещины в изделии толщиной более 10 мм вводят (рис. 106) дополнительные стальные связи. Связи и промежутки между ними провариваются неполностью. Сверху вся поверхность сварного соединения покрывается стальным наплавленным металлом.
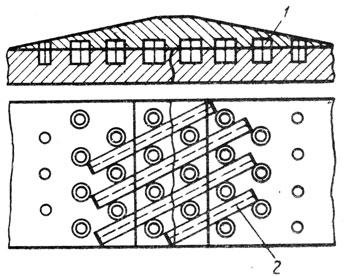
Рис. 106. Схема расположения стальных связей в металле шва при холодной сварке чугуна: 1 - шпильки, 2 - стальные связи
Сварка стальными электродами с применением шпилек может выполняться в любом пространственном положении без демонтажа всего чугунного изделия.
Сварка специальными покрытыми электродами. Институт электросварки им. Е. О. Патона АН УССР для заварки дефектов чугунного литья в холодном состоянии предложил порошковую проволоку марки ППЧ-1. При диаметре проволоки 3 мм сварочный ток устанавливают 250 - 280 А, напряжение дуги - 28 - 32 В, скорость подачи проволоки 180 м/ч. Применяется также самозащитная проволока ПАНЧ-11.
Медно-железные электроды ОЗЧ-1 состоят из медного стержня и покрытия: 50% железного порошка, 27% мрамора, 7,5% плавикового шпата, 4,5% кварца, 2,5% ферромарганца, 2,5% ферросилиция, 6,0% ферротитана, 0,5% соды. Сварка производится с большой осторожностью, чтобы не допустить появления хрупкой закаленной прослойки и трещин. Сварное соединение возможно обрабатывать твердосплавным инструментом.
Медно-никелевые электроды МНЧ-1 состоят из проволоки монель-металла (28% меди, 2,5% железа, 1,5% марганца, остальное - никель) или из константановой проволоки (40% никеля, 1,5% марганла, остальное - медь).
Электроды ЦЧ-3А имеют железоникелевую основу (проволока Св-08Н50). Эти электроды обеспечивают высокую прочность и обрабатываемость сварного соединения и отсутствие трещин.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'