§ 73. Свариваемость металлов
Современное машиностроение и строительство невозможно без применения легированных сталей; они увеличивают надежность, долговечность и экономичность конструкции при меньшей массе и лучших эксплуатационных свойствах. Это особенно важно для комбинированных конструкций, собираемых из неоднородных металлов. Однако некоторые разнородные металлы или вообще не способны соединяться сваркой, или технология их сварки очень сложна. В связи с этим большое значение в технологии сварки имеет понятие о свариваемости металлов.
Свариваемостью называют свойство металла или сочетания металлов при установленной технологии сварки образовывать соединения, свойства которых (физические, механические и др.) близки к свойствам основного металла.
Например, хорошая свариваемость низкоуглеродистых сталей характеризуется равнопрочным с основным металлом сварным соединением без снижения пластичности в околошовной зоне и без трещин в металле шва.
Свариваемость легированных сталей оценивается возможностью получения соединений, стойких против образования закалочных структур (и трещин), коррозии, уменьшения прочности при высоких температурах.
Металлы однородные, с одинаковой атомной решеткой легко соединяются сваркой, тогда как разнородные могут совершенно не свариваться. Например, не сваривается медь со свинцом; затруднена сварка железа со свинцом, титана с углеродистой сталью и медью и др.
Металл шва и металл зоны термического влияния любого сварного соединения, составленного даже из однородных частей, являются по свойствам неоднородными, как между собой, так и по сравнению с основным металлом. Недостаточной работоспособностью обладает крупнозернистый (перегретый), закаленный или крупнозернисто-закаленный металл, образующийся в сварном соединении в зависимости от способности свариваемого металла изменять свою структуру и свойства при сварке. Признак плохой свариваемости - склонность к образованию трещин, которые совершенно недопустимы в сварных соединениях. Склонность к перегреву, закалке, образованию трещин и других дефектов при сварке характеризует свариваемость металлов.
При оценке свариваемости термически упрочненной стали весьма важной характеристикой является ее склонность к разупрочнению (потере прочности) при сварке. Обычно разупрочнение происходит в зоне термического влияния на участке с температурами нагрева 400 - 720°С в зависимости от температуры отпуска стали в процессе ее изготовления на заводе (закалка+отпуск).
Для того чтобы изготовить прочную сварную конструкцию с наименьшими затратами труда, применяя наиболее рациональную технологию сварки, следует возможно полнее изучить свариваемость стали.
На свариваемость влияют химический состав присадочного металла, режим сварки, температура окружающего воздуха, химический состав и толщина стали, условия закрепления элементов конструкции при сварке и другие конструктивные, технологические, а также эксплуатационные условия.
На практике применяют различные методы определения свариваемости для проверки стойкости металла против образования трещин, перехода в хрупкое состояние, коррозии, износа и других свойств.
Классификация углеродистых сталей по свариваемости. По признакам стойкости против образования трещин при соответствующей технологии сварки все стали с ферритно-перлитной и бейнитной структурами можно разделить на четыре группы: I - стали, не закаливающиеся при дуговой и газовой сварке и поэтому сваривающиеся без особых ограничений; II - стали, склонные к образованию закалочных микроструктур, но при правильно выбранной технологии сваривающиеся без появления их (при сварке без подогрева); III - стали, склонные к закалочным структурам при сварке и сваривающиеся с подогревом для избежания появления этих структур; IV - стали, закаливающиеся при сварке и сваривающиеся с предварительным, сопутствующим подогревом и немедленной термообработкой после сварки.
В табл. 32 приведены некоторые распространенные марки сталей и условия их свариваемости.
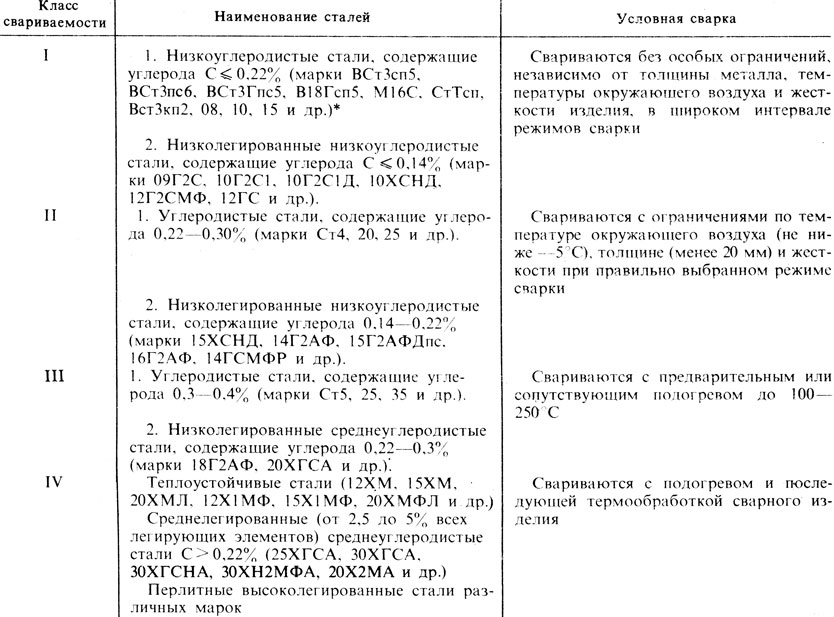
32. Свариваемость перлитных сталей
Примечание. Свариваемость сталей может оцениваться и по эквивалентному углероду Сэ, определяемому по соответствующей формуле.
Сварку сталей I группы можно выполнять при любом тепловом режиме в широком интервале, без особых ограничений в способе наложения швов по сечению, длине и положению в пространстве.
Сварка сталей II группы выполняется с соответствующими ограничениями, в узком интервале тепловых режимов и ограниченной температуры окружающего воздуха.
Стали, отнесенные к III группе, требуют подогрева при сварке, который способствует снижению скорости охлаждения сварного соединения и, следовательно, образованию относительно мягкой ферритно-перлитной, в крайнем случае бейнитной микроструктуры.
Сварка сталей, отнесенных к IV группе по свариваемости, выполняется с обязательным подогревом и термообработкой.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'