§ 49. Техника газовой сварки
Левая и правая сварка. При левой сварке (рис. 68, а) перемещение горелки производится справа налево, а при правой сварке (рис. 68, б) - слева направо. В первом случае присадочная проволока находится перед пламенем горелки, во втором случае - сзади него. При левом способе пламя направлено на несваренную часть шва; для более равномерного прогрева кромок и лучшего перемешивания металла сварочной ванны производятся зигзагообразные движения наконечника и проволоки.
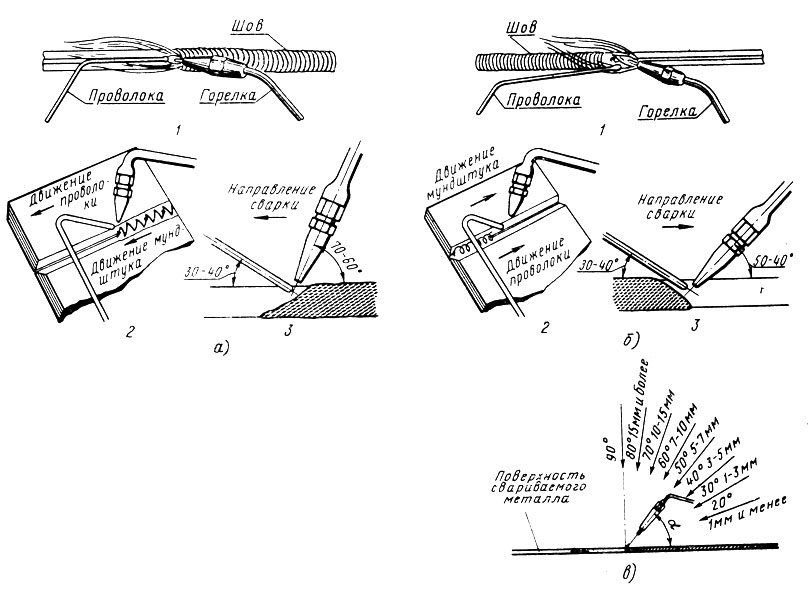
Рис. 68. Способы сварки и угол наклона мундштука: а - левая, б - правая; 1 - момент сварки, 2 - схемы движений мундштука и проволоки, 3 - углы наклона мундштука и проволоки, в - угол наклона мундштука при разной толщине металла
Левая сварка обеспечивает более равномерную высоту и ширину шва в сварном соединении, наибольшую производительность и меньшую стоимость при сварке листов толщиной до 5 мм. Это объясняется тем, что пламя предварительно подогревает основной металл, подлежащий сварке. Кроме того, левая сварка проще по выполнению и не требует от сварщика приобретения больших навыков.
Левую сварку применяют также для легкоплавких металлов. Для сварки стали при левом способе мощность пламени устанавливается 100 - 120 дм3 ацетилена/ч на 1 мм толщины свариваемого металла. Повышение скорости при левой сварке по сравнению с правой может происходить лишь до тех пор, пока поглощение тепла изделием (потери) незначительно, а это возможно только при сварке тонких листов.
При толщине листов более 5 мм левая сварка по скорости уступает правой. При правой сварке нагрев в сварочной ванне более интенсивен, в сварочную ванну вводится больше тепла, ядро пламени можно приблизить к поверхности ванны. Кроме того, пламя подогревает уже наплавленный металл, этот нагрев распространяется на незначительное расстояние от сварочной ванны, следовательно, происходит термическая обработка металла шва и зоны термического влияния.
Колебательных движений мундштука при правом способе обычно не делают, а присадочной проволокой выполняют спиральные движения, но с меньшей амплитудой, чем при левой сварке.
Мощность пламени для сварки стали устанавливается 120 - 150 дм3 ацетилена/ч на 1 мм толщины свариваемого металла.
Положение горелки и присадочной проволоки при газовой сварке. Пламя горелки направляют на металл изделия так, чтобы кромки свариваемых частей находились в восстановительной зоне пламени на расстоянии 2 - 6 мм от конца ядра. Касаться концом ядра металла изделия и присадочного прутка нельзя. Это вызовет науглероживание металла ванны и будет способствовать возникновению хлопков и обратных ударов пламени.
Скорость нагрева металла при газовой сварке можно регулировать наклоном мундштука горелки по отношению к поверхности металла. С увеличением толщины металла угол наклона мундштука горелки к вертикали возрастает (рис. 68, в).
Угол наклона присадочной проволоки к поверхности металла обычно составляет 30 - 40° и может изменяться сварщиком в зависимости от положения шва в пространстве, числа слоев многослойного шва и других условий.
Как правило, конец присадочной проволоки должен постоянно находиться в сварочной ванне, защищенной от окружающего воздуха газами -восстановительной зоны пламени. Пользоваться для образования шва так называемым капельным процессом сварки, когда проволоку опускают периодически в сварочную ванну, не рекомендуется из-за опасности окисления металла проволоки в момент ее отрыва от сварочной ванны.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'