§ 21. Порошковая проволока
Порошковая проволока представляет собой стальную оболочку, наполненную запрессованным в ней порошком. Она применяется как для сварки, так и для наплавки.
В настоящее время изготовляется порошковая проволока в основном пяти типов (рис. 22). Оболочка порошковой проволоки 1 и 2 типов представляет собой простую трубку; в 3 и 4 типах один или два края стальной ленты заформованы в оболочке, 5 тип выполнен в виде двух разделенных оболочек. Порошковая проволока изготовляется диаметром от 1,6 до 3,6 мм. Для нее используется лента из низкоуглеродистой стали марки 08кп холодного проката в состоянии "мягкая" или "особо мягкая".
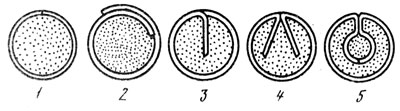
Рис. 22. Конструкция оболочек порошковых проволок
Процесс изготовления порошковой проволоки начинается с удаления смазки с ленты в очистительном приспособлении. Затем лента пропускается через профилирующие устройства и заполняется шихтой. При протягивании через фильер лента сворачивается в трубку и обжимает находящуюся в ней шихту. Проволока проходит последовательно через несколько фильер, постепенно уменьшается в диаметре до необходимого размера, а заполняющий ее порошок уплотняется. Важным показателем качества порошковой проволоки является коэффициент заполнения K3, который определяется следующим выражением:
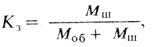
где Мш - масса шихты; Моб - масса оболочки порошковой проволоки.
Коэффициент заполнения порошковых проволок составляет 0,15 - 0,40.
В настоящее время отечественной промышленностью выпускается порошковая проволока с пятью видами шихты (порошков): рутило-целлюлозная, карбонатно-флюоритная1, флюоритная, рутиловая и рутило-флюоритная. Последние два типа порошковой проволоки используют для сварки с дополнительной защитой углекислым газом.
1 (Флюорит - плавиковый шпат (Ca F2).)
В табл. 5 приведены технические характеристики некоторых марок порошковой проволоки и сравнение прочности металла шва с выполненными сваркой покрытыми электродами.
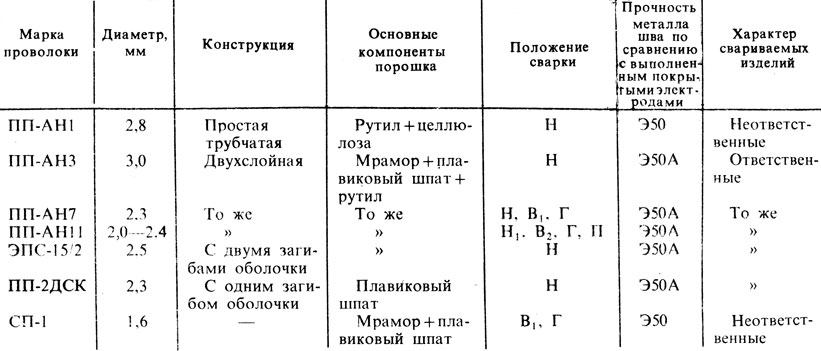
5. Характеристика порошковой проволоки
Примечания. 1. Конструкция проволоки приведена в соответствии с рис. 22.
2. Обозначения: Н - нижнее, В1 - вертикальное "снизу вверх", "сверху вниз", Г - горизонтальное, П - потолочное. В2 - вертикальное
Проволока типов ПП-АН1 и ПП-1ДСК с простой трубчатой конструкцией нашла применение при сварке неответственных изделий в строительстве, речном судостроении и т. д.
Проволока типов ПП-АНЗ, ПП-АН7 и ПП-АН11 с двухслойной оболочкой образует металл шва с лучшими механическими свойствами, чем проволока ПП-АН1; это позволяет применять ее для сварки ответственных изделий.
Весьма высокое качество металла шва получается при сварке порошковой проволокой с дополнительной защитой углекислым газом (ПП-АН4, ПП-АН8, ПП-АН9, ПП-АН10). Этой проволокой рекомендуется сваривать особо ответственные конструкции, эксплуатация которых происходит в сложных климатических условиях и при значительных динамических и знакопеременных нагрузках.
Условия выбора типа порошковой проволоки для сварки различных конструкций приводятся в гл. XXII.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'