§ 11. Перенос электродного металла на изделие
При сварке плавящимся электродом на его конце под действием высокой температуры происходит плавление металла, образование капли, отрыв и перенос ее на изделие. В зависимости от размера и скорости образования капель можно различать капельный и струйный перенос (рис. 16). При ручной сварке в виде капель переносится до 95% электродного металла: остальные 5% - брызги и пары, значительная часть которых осаждается на изделии. Диаметр капель и скорость их образования зависят от вида дуговой сварки, диаметра электрода, силы тока, длины дуги и других условий.
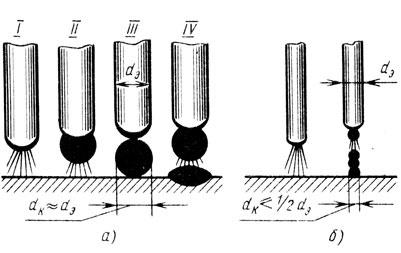
Рис. 16. Процесс переноса электродного металла на изделие при короткой дуге: а - крупнокапельный, б - струйный; I - IV - последовательные этапы процесса, dk - диаметр капли, dэ - диаметр электрода
Перенос металла каплями без замыкания ими дугового промежутка происходит при сварке штучными покрытыми электродами. В этом случае большинство капель заключено в оболочку из шлака, образовавшегося от плавления покрытия. Так же переносится металл электрода в шов при сварке порошковой проволокой и в защитном газе.
При струйном переносе образуются мелкие капли, которые следуют одна за другой в виде непрерывной цепочки (струи). Струйный перенос электродного металла возникает при сварке проволокой малого диаметра с большой плотностью тока. Например, при полуавтоматической сварке в аргоне проволокой диаметром 1,6 мм струйный перенос металла осуществляется при критическом токе 300 А. При сварке на токах ниже критического наблюдается капельный перенос металла. Обычно струйный перенос электродного металла приводит к меньшему выгоранию легирующих примесей в сварочной проволоке и к повышенной чистоте металла капель и шва. Скорость расплавления сварочной проволоки при этом увеличивается. Поэтому струйный перенос электродного металла имеет преимущества перед капельным. При сварке штучными электродами струйный перенос электродного металла невозможен ввиду низкой плотности тока на электроде (10 - 20 А/мм2).
Производительность расплавления электродов. Производительностью расплавления электрода называют массу расплавленного дугой электродного металла в единицу времени. Производительность расплавления электрода Пp зависит от количества тепла, сообщенного дугой электроду. Производительность расплавления электродов при сварке определяется по формуле Пp=αpI г/ч, где аαp - коэффициент расплавления электрода, представляющий собой массу расплавленного электродного металла, приходящуюся на один ампер силы тока в течение часа горения дуги и имеет размерность г/А⋅ч. Обычно αp=7÷22 г/А⋅ч в зависимости от марки покрытия, плотности тока, рода и полярности тока и др.
Производительность наплавки электродов. Расплавленный металл электрода неполностью переносится в шов, часть его теряется на разбрызгивание, испарение и угар в процессе горения дуги.
Производительность переноса электродного металла в шов, или производительность наплавки Пн, определяется по формуле Пн=αнI г/ч. Как правило, коэффициент наплавки ар меньше коэффициента расплавления αp на величину потерь электродного металла. Обычно αн<αp на 1÷3 г/А⋅ч. Для электродов с железным порошком в покрытии αн>αp.
Коэффициент потерь электродного металла
| ψ= | ap-aн | ·100% |
| ap |
и составляет 3÷20%. Менее 3% потерь электродного металла обычно не бывает, а потери более 20% делают сварку электродами при данных условиях нерациональной.
Величины коэффициентов расплавления и наплавки используются для нормирования расхода электродов и времени сварки.
Пример. Определить производительность наплавки при сварке штучными электродами диаметром 4 мм при токе P=160 А, если коэффициент наплавки данных электродов αн=10 г/А⋅ч, Пн=αнP=10⋅160=1600 г/ч=1,6 кг/ч.
1. Что называется сварочной дугой?
2. Какие существуют основные виды сварочных дуг?
3. При каких условиях горит дуга?
4. Объясните строение сварочной дуги.
5. В чем выражаются особенности сварочной дуги по сравнению с другими формами электрических разрядов?
6. Какие существуют способы зажигания дуги?
7. В чем преимущества струйного переноса электродного металла перед капельным?
8. Как подсчитывают производительность расплавления и наплавки электродов?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'