§ 4. Устройство сварочного трансформатора
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обметка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, - вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 - 65 В; напряжение дуги при ручной сварке обычно не превышает 20 - 30 В.
Одним из наиболее распространенных источников питания переменного тока является сварочный трансформатор ТСК-500 (рис. 7). В нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены, неподвижно. Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта 5, с которым она связана, и рукоятки 6, находящейся на крышке кожуха трансформатора.
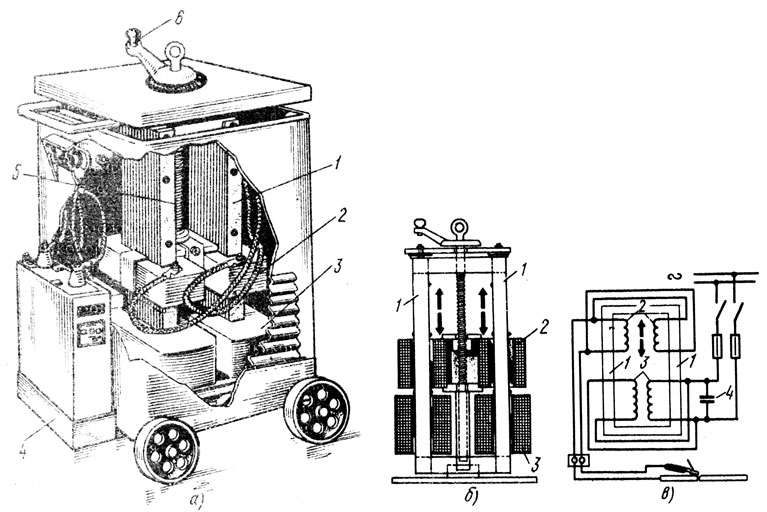
Рис. 7. Сварочный трансформатор ТСК-500: а - вид без кожуха, б - схема регулирования сварочного тока, в - электрическая схема
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока - 165 - 650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40 - 165 А.
Для приближенной установки силы сварочного тока на верхней крышке кожуха расположена шкала с делениями. Более точно сила тока определяется по амперметру.
Сварочный трансформатор ТСК-500 в отличие от ТС-500 имеет в первичной цепи батарею конденсаторов 4. Конденсатор включается параллельно первичной обмотке и предназначен для повышения коэффициента мощности (косинуса "фи").
Однотипными, но меньшей мощности, являются трансформаторы ТС-300 и ТСК-300. Трансформаторы ТД-500 и ТД-300 работают по такому же принципу, но для переключения обмоток с параллельного на последовательное соединение снабжены переключателями барабанного типа.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'