Железо в научно-технической революции
Возможности традиционных процессов
Научно-техническая революция, начавшаяся в середине XX века, с каждым десятилетием шире и глубже охватывает все направления современной техники. Она оказывает глубокое влияние и на черную металлургию - одну из отраслей промышленности, производящую важнейшие конструкционные материалы. Металлургия является производством, обеспечивающим технический прогресс в материалопотребляющих отраслях. Одновременно металлургия в ходе НТР претерпевает значительные изменения, стремясь к повышению эффективности своего производства.
Потребность в черных металлах по-прежнему велика. Но обратите внимание на парадоксальный факт: в период научно- технической революции мы получаем сталь с помощью процессов, открытых более века назад: мартеновского (1864год) и конверторного (1856 - 1878 годы) . Развитие металлургии за этот период шло экстенсивно за счет непрерывного увеличения емкости и числа агрегатов, ускорения процессов в них.
Чем же все-таки объясняется "живучесть" старых процессов? Главная причина в современных условиях - их экономичность.
Издавна сохраняется двустадийная технологическая цепочка: чугун - железо (сталь), причем на первой стадии используется один из самых старых металлургических агрегатов - доменная печь.
Домна - печь шахтного типа для выплавки чугуна. Исходные материалы - шихта, железная руда, кокс, известняк - загружаются сверху. Снизу через фурмы подают нагретый воздух. В печи происходит восстановление железа из окислов и насыщение его углеродом до состава чугуна. Продукты плавки - чугун и шлак - периодически выпускаются через летки в нижней части печи.
В связи с появлением новых процессов прямого получения железа в середине XX века предсказывали, что доменный процесс не просуществует и 10 лет и уж никак не более 20. В 1960 году электрохимическое общество в Чикаго провело конференцию по вопросу восстановления железных руд. Общим в докладах на этой конференции было мнение, что восстановительные процессы, имеющие соответствующее химическое аппаратурное оформление, будут быстро вытеснять доменные печи. Однако этого не произошло. Доменный процесс не сдает своих позиций. Наоборот, особенно быстрый его прогресс имеет место начиная с середины нашего века, что совпадает, заметим, с началом НТР. Продолжается интенсификация процессов во всех основных металлургических агрегатах.
В доменных печах - это улучшение использования полезного объема печи, представляющего собой внутреннее пространство печи, считая от оси чугунных леток до конуса засыпного аппарата в нижнем его положении. Этот объем является одной из главных характеристик домны. Чем больше полезный объем печи, тем больше должна быть ее производительность. Показателем интенсивности работы печи служит суточный выпуск чугуна в тоннах на 1 кубический метр полезного объема или величина, ей обратная: отношение полезного объема в кубических метрах к суточной производительности в тоннах, называемое коэффициентом использования полезного объема печи (к.и.п.о. - м3/т в сутки).
Синтезом передовых технических решений в конструкции печи и технологии доменной плавки является домна объемом 5 тысяч кубических метров, задутая в 1974 году на "Криворожстали".
Домна-гигант в Череповце уникальна. Производительность ее составляет более 4 миллионов тонн чугуна в год. Габариты тоже до сих пор невиданные: высота свыше 100 метров, диаметр горна 15 метров. Шихта подается непрерывно с помощью мощного конвейера. В течение одних только суток в огненное горнило печи будет поступать свыше 20 тысяч тонн железорудного сырья и топлива. Управление доменной печью максимально автоматизировано. Производственные процессы, начиная от загрузки руды до выдачи чугуна механизированы и автоматизированы.
Выпуск чугуна будут вести почти непрерывно - печь оборудуется четырьмя летками. Ритмично отгружать почти 13 тысяч тонн жидкого металла в сутки позволят уникальные по своей грузоподъемности 600-тонные чугуновозные миксеры. Подобные "термосы" для чугуна уже созданы производственным объединением "Новокраматорский машиностроительный завод" и действуют на Запсибе. Череповецкий металлургический комбинат также начал получать эти "термосы".
Производительность труда обслуживающего персонала на комбинате будет на 25% выше, чем на действующих до сих пор домнах. Значительно улучшатся условия труда металлургов.
Опыт пуска и эксплуатации печей-гигантов будет определять целесообразность применения печей объемом 6000-8000 кубических метров.
В настоящее время сталь получают тремя способами: кислородно-конверторным, мартеновским и электросталеплавильным.
Мартеновскую сталь получают в пламенной регенеративной печи окислительной плавкой железосодержащих материалов. Металлическая завалка состоит из чугуна и стального лома. В процессе расплавляется шихта (стальной лом, чугун, руда, известняк) , снижается в ней содержание углерода, кремния, марганца, удаляются нежелательные примеси (фосфор, сера) и вводятся необходимые элементы (легирование). Температура в печи должна обеспечивать жидкое состояние металла: к концу плавки она составляет не менее 1600° С. В связи с этим мартеновская печь имеет сложное устройство. Топливо используется в основном газообразное (смесь коксового и доменного газов, природный газ). Для интенсификации сжигания топлива воздух обогащают кислородом. Недостающий для окисления примесей чугуна кислород вносят в печь присадкой железной руды, окалины или его подают через фурмы.
Господствующее положение мартеновский процесс занимал с конца XIX и в первой половине XX века. С 60-х годов относительная доля мартеновской стали уменьшается, в середине 70-х годов она составляла около одной трети мирового производства; постепенно этот процесс уступает место кислородно - конверторному.
Кислородно - конверторный процесс получения стали является ровесником научно-технической революции. Суть его состоит в том, что продувку жидкого чугуна производят технически чистым кислородом сверху, при этом не требуется подвода тепла, ибо под воздействием дутья примеси чугуна (кремний, марганец, углерод и другие) окисляются с выделением тепла в значительном количестве, достаточном для проведения плавки. Применение кислородного дутья вместо воздушного (как это было в конверторах раньше) позволяет получать сталь с низким содержанием газов. При одном и том же качестве стали кислородно-конверторный процесс по сравнению с мартеновским более производителен и экономичен. Доля кислородно-конверторной стали в мировой выплавке постоянно растет.
При электросталеплавильном процессе происходит расплавление металлической шихты (чугун и стальной лом) и лишь небольшое рафинирование металла, в ходе которого из жидкой стали удаляются газы и другие нежелательные примеси. Удельный вес электростали в мировом производстве растет и составляет около 15%, однако при этом увеличиваются расход электроэнергии и стоимость продукта. Поэтому почти весь прирост выплавки стали во всех странах за последние десятилетия идет за счет кислородно-конверторного процесса. Популярность его объясняется более низкими капитальными затратами на строительство цехов по сравнению с сооружением мартеновских, высокой производительностью процесса и более низкими эксплуатационными расходами.
По мнению академика А. И. Целикова1, по крайней мере на ближайшее десятилетие, для крупных объемов производства стали оптимальным вариантом будет являться конверторный цех с тремя агрегатами емкостью по 300-450 тонн. Такой цех может производить 12-14 миллионов тонн стали в год.
1(Целиков А.И. Металлургические машины и агрегаты: настоящее и будущее. М.: Металлургия, 1979, с 34-35.)
Основываясь на положительном опыте эксплуатации конверторов-великанов, спроектировали и построили два конвертора емкостью 400 тонн, пущенные в 1977 году на "Азовстали". Такие конверторы устанавливают на Череповецком и Магнитогорском комбинатах.
Обратимся теперь к прокатному производству. В прокатном производстве происходит обработка металлов давлением путем обжатия между вращающимися валками прокатного стана для уменьшения сечения прокатываемого слитка или заготовки и придания им заданной формы - профиля. Из всех способов обработки давлением прокатка наиболее распространена благодаря непрерывности процесса, высокой его производительности и возможности получения самой разнообразной формы и улучшенного качества. Поэтому в развитых странах теперь большинство производимой стали перерабатывается в различные виды проката. Прокатанная продукция в виде сортовых гнутых и фасонных профилей, листов, рулонов, ленты, проволоки является основным исходным материалом в машиностроении, строительстве и других отраслях народного хозяйства.
Резюмируя в целом состояние традиционных процессов, отметим общую особенность их развития в наши дни. На современном этапе развития машинного производства характерно преобладание по удельному весу традиционной техники и технологии. Сейчас научный и технический прогресс проявляется в значительной степени в эволюции техники, основанной на старых, традиционных принципах. Производительность традиционной техники за последние 15 лет возросла в полтора раза и потенциал дальнейшего роста ее производительности близок к исчерпанию. В то же время, по оценкам экспертов, использование достижений НТР делает возможным повысить к концу XX века эффективность производства в 20-30 раз.
Здесь надо дать пояснение читателю об эволюционной и революционной стадиях развития технических средств, чтобы у него не создалось пренебрежительного отношения к эволюционной стадии как способу постепенного и медленного совершенствования техники. Обе стадии взаимосвязаны и необходимы. После появления всякого нового способа или агрегата революционного характера идет его дальнейшее совершенствование путем эволюционного развития, то есть постоянного улучшения. В металлургии это выражается в интенсификации и совершенствовании традиционных процессов, увеличении пропускной способности агрегатов и оборудования (отсюда увеличение их производительности, рост производительности труда), сокращении расходных коэффициентов сырья, материалов, топлива, энергии, улучшении качества продукции.
В этой главе рассмотрены не все резервы ускорения традиционных процессов. В частности, ничего не говорилось об автоматизации. Что же она может дать современной металлургии в ее нынешних процессах? Какими возможностями вообще она обладает в данной отрасли?
Автоматизацию называют одним из важнейших направлений повышения эффективности производства. В период НТР она должна привести к многократному увеличению производительности установок. Например, обновление оборудования в области машиностроения в условиях НТР, выразившееся в появлении станков с числовым программным управлением, приводит к повышению производительности новых станков1.
1(НТР. Перспективы при социализме. М.: ИИЕиТ АН СССР, 1980, с. 70.)
Автоматизация в металлургии сейчас практически проникает во все переделы. Доменное производство имеет автоматизированную систему загрузки материалов, выполняющую заданную программу работы всех загрузочных механизмов. На печи автоматически регулируются температура и влажность дутья, давление газа на колошнике и др. На Череповецком металлургическом комбинате внедрен автоматический контроль газораспределения в шахте доменной печи. На Западно - Сибирском комбинате работает цифровая система автоматического управления набором шихты при конвейерной загрузке печи.
В СССР и за рубежом все вновь строящиеся и большая часть действующих высокопроизводительных сталеплавильных цехов оснащаются автоматизированными системами управления. На передовых предприятиях, таких как "Азовсталь", Новолипецкий и Череповецкий металлургические комбинаты, создаются многофункциональные иерархические системы, охватывающие весь объем задач управления производством и технологией. Широкое распространение АСУ объясняется их большими возможностями повышения производительности труда и увеличения выхода годного вследствие роста качества труда.
Прокатный цех
В прокатных цехах на нагревательных колодцах обжимных станов установлены местные системы автоматизации нагрева, транспортировки и управления резкой слитков. Программные автоматические устройства обеспечивают требуемую последовательность работы рольгангов и Других транспортных механизмов, подающих металл к валкам клетей, ножницам, пилам, холодильникам. Широко внедряются системы автоматического рационального раскроя проката с применением специализированных ЭВМ.
Автоматизация также позволяет решить ряд социальных задач - улучшает условия труда, изменяет социальный состав трудящихся в отрасли, труд малоквалифицированных работников уступает место труду высококвалифицированных специалистов, уменьшается число рабочих мест с тяжелыми условиями труда, работа металлургов становится более привлекательной. К примеру, при уровне механизации доменных цехов, характерном для 20-30-х годов, обслуживание печи объемом 3200 кубических метров потребовало бы 2500 человек только на подаче и загрузке шихтовых материалов и уборке продуктов плавки.
Несмотря на рост количества ЭВМ в металлургическом производстве у нас и за рубежом, в последние годы металлурги стали смотреть более трезво на возможности автоматизации агрегатов. Когда-то, в эпоху кибернетического бума, казалось сравнительно легким, а главное возможным автоматизировать любые агрегаты. Стоит лишь оснастить их достаточным количеством быстродействующих машин - и все проблемы решены. На практике дело оказалось сложнее. Приходится более углубленно изучать особенности использования вычислительной техники на заводах, памятуя о том, что... "каждый раз, когда автоматизация в том или ином случае достигает уровня применения управляющих машин... данная отрасль промышленности, транспорта, сельского хозяйства или другой какой-либо сферы человеческой деятельности захвачена научно-технической революцией"1.
1(Шухардин СВ., Кузин А. А. Теоретические основы современной научно-технической революции. M.: Наука, 1980, с. 40.)
Главное в том, что автоматизация в традиционной металлургии затрудняется смешанным характером производства - здесь мы сталкиваемся с непрерывными, цикличными и дискретными (прерывистыми) процессами. Исходя из интересов технологии, включающей непрерывные процессы, металлургия развивается в направлении максимального увеличения единичной мощности рабочих машин (станов) и агрегатов (печей), а с точки зрения технологии, имеющей дискретные процессы, - в направлении роста номенклатуры, повышения гибкости процессов и оборудования при относительно малом увеличении его мощности.
Недостаточное изучение металлургических процессов, представляющих собой сложный комплекс химических и физических явлений, снижает эффективность от использования ЭВМ. Выход из положения лежит на пути лучшего изучения процессов, углубления теории автоматизации, в создании так называемого эвристического программирования, когда учитываются индивидуальные особенности каждой решаемой задачи, ранее приобретенный опыт. Достижения на этом пути приведут к более эффективному использованию традиционных процессов. И все-таки их дискретность и цикличность едва ли позволит достичь результатов, соизмеримых с достижениями автоматизации в машиностроении (многократное увеличение призводительности агрегатов). Традиционные процессы имеют свой предел. Путь к его преодолению- переход на новые технологические основы, позволяющие вести прямое и непрерывное получение металла.
Прямые и непрерывные процессы
Наряду с совершенствованием традиционной технологии все устойчивее ведется поиск новых перспективных способов получения металла, прежде всего прямыми и непрерывными процессами. Повышенный интерес к проблемам прямого получения железа из руд связан с уменьшением запасов коксующихся углей, открытием новых богатых месторождений дешевого природного газа, необходимостью получения чистого полупродукта для выплавки специальных сталей и для нужд порошковой металлургии, а также стремлением развивать производство на местном сырье.
Во многих странах получены тысячи патентов на различные способы прямого восстановления железа из руд. Опробовано свыше 70 способов, но лишь немногие из них осуществлены и при том в небольшом промышленном масштабе. Пока не один из них не может конкурировать с доменным производством по объему производительности и себестоимости продукции. Однако работы в этой области неудержимо развиваются.
Процессами прямого получения железа называют такие химические, электрохимические или химико-термические процессы, когда, минуя доменную печь, непрерывно получают из руды металлическое железо в виде губки, крицы или жидкого металла. Эти процессы можно вести, не расходуя кокс, и металл выходит высокой чистоты.
На территории Курской магнитной аномалии, в руде которой содержится 60-65% металла, ведется строительство Оскольского электрометаллургического комбината - первенца бездоменной металлургии в нашей стране. Это будет предприятие с производственным циклом, основанным на прямом восстановлении железа без применения кокса и проплавкой его в электропечах. С пуском комбината на полную мощность он будет производить окисленные и металлизованные окатыши, высококачественные стали, сортовой и листовой прокат высшего качества для изготовления подшипников, котлов, автомобильных рессор, пружин.
В сооружении комбината принимают участие фирмы ФРГ. Они ведут разработку части проектно - технической документации и осуществляют поставки основного оборудования.
Комбинат, который строится здесь, не знает аналогов по масштабам. Необычность Оскольского электрометаллургического - в принципиальной новизне технологии для нашей страны. Близость Курской атомной электростанции и сырьевой базы КМА обеспечит стабильность работы всех подразделений, гарантирует качество конечной продукции.
Концентрат с содержанием железа до 70% "потечет" от ГОКа по трубопроводам и под давлением 10 МПа быстро преодолеет 26-километровое расстояние. Полученные из концентрата окатыши пройдут обжиг, а затем подвергнутся металлизации. Эту операцию проделает нагретый до 1000° С и преобразованный в смесь водорода и окиси углерода природный газ.
И вот они - невзрачные на вид серые шарики, отличные заменители металлолома и чугуна. Их можно непрерывно загружать в электрические печи и выплавлять редкую по своим достоинствам сталь. Послушные воле человека, мощные станы превратят литые заготовки в нужные профили проката с микронным допуском. Предприятие будет поставлять заготовки точного профиля, почти не требующие обработки на металлорежущих станках.
Окидывая взглядом все звенья металлургического передела: окомкование руды, доменный процесс, разливку и прокатку стали, можно видеть, что здесь либо уже использованы непрерывные процессы, либо эти звенья непрерывны по своей сути и могут быть на них переключены. Поэтому перевод разделяющего их сталеплавильного передела на непрерывный процесс революционизирует не только сам передел, но и металлургическое производство в целом, открывая путь к созданию сквозной поточной линии завода-автомата.
Металлургам хорошо известно, как преобразилось производство, увеличилось время получения металла и облегчился труд людей, когда в 1958 году на горьковском заводе "Красное Сормово" впервые в стране внедрили машину непрерывного литья заготовок МНЛЗ. Не случайно сейчас такие машины установлены на многих заводах страны. За одиннадцатую пятилетку намечено довести разливку стали на них до 35-37 миллионов тонн в год.
Технологические процессы производства профилей методом непрерывного литья считают одним из самых крупных достижений в черной металлургии второй половины XX века. Строительство МНЛЗ сейчас - основной фактор увеличения эффективности и производительности сталеплавильного цеха, обеспечивает возможность расширения объема производства.
Преимущества выражаются в сокращении производственного цикла, повышении качества заготовок вследствие большей их однородности, что дает в свою очередь снижение технологических отходов на последующей стадии и обеспечивает постоянное свойство металла, предусмотренное существующими технологическими условиями.
В последние годы с большим успехом освоена безостановочная непрерывная разливка методом "плавка на плавку" - продолжительностью периодов иногда свыше ста часов. Переход от разливки одной плавки к разливке по 5-10 и более плавок повышает производительность установок на 30-40%.
Плазменно-дуговой переплав
В мире работает свыше 700 машин непрерывной разливки заготовок, на них разливается около 20% всей выплавляемой стали. Производительность современных МНЛЗ достаточно велика - более 1,2 миллиона тонн стали в год, и бытовавшее ранее опасение о трудности перевода современных конверторных цехов на непрерывную разливку не оправдалось.
На очереди дальнейшее совмещение разливки и прокатки. Объединение процессов непрерывного литья заготовок с последующей прокаткой в одном литейно - прокатном агрегате является важнейшим направлением в повышении эффективности металлургического производства. Получением проката непосредственно из жидкого металла полностью используются преимущества процесса непрерывного литья.
Металлурги давно мечтали о технологии, которая позволила бы миновать промежуточные склады слитков и их последующий нагрев перед прокаткой. Удалось осуществить эту мечту с помощью опытного литейно - прокатного стана, давшего возможность провести на нем научно-исследовательские работы. В 1979 году в нашей стране успешно работали более 10 таких станов.
Новые машины для непрерывного литья, по мнению академика А. И. Целикова, должны иметь более высокую производительность путем усовершенствования методов охлаждения и кристаллизации. Применение технологического процесса для получения проката непрерывным методом из жидкого металла открывает большие перспективы для технического роста отрасли.
Энергия в процессах
Многовековой процесс развития металлургии показывает, что ее решающие технические преобразования были связаны с появлением и применением в технологии новых энергетических источников - силы ветра, водяных колес, парового двигателя, электропривода. Анализ перспектив металлургии как весьма энергоемкой отрасли свидетельствует, что ее технический прогресс во многом будет зависеть от путей дальнейшего использования энергии в отрасли.
Электроэнергию недаром называют энергетической базой НТР. Она перспективна не только как "двигательная" энергия. Велики ее возможности в использовании для технологических целей. В будущем, по утверждению академика Н.Н.Семенова, "основными сделаются электротехнические процессы получения неорганических и органических продуктов, процессы в электроразряде и под действием проникающего излучения, а также электротермии".
Электросталеплавильные печи являются ярким примером технологического использования электроэнергии. Эти печи имеют ряд существенных преимуществ перед другими сталеплавильными агрегатами. В них можно выплавлять практически стали различных марок с добавкой легирующих элементов. Высокая температура позволяет иметь сильноосновные шлаки и достигать максимального удаления из металла вредных примесей - серы и фосфора. Для плавки в электропечах не требуется воздуха. Окисляющая способность печи не высока, поэтому количество закиси железа в ванне незначительно и сталь получается достаточно раскисленной и плотной, что улучшает ее качество. В электропечи легко повысить и отрегулировать температуру металлической ванны. В печах допустимы любые металлургические процессы, если создавать окислительную, восстановительную, нейтральную атмосферу или вакуум. В этом агрегате металл получается высокой чистоты без вредных примесей, так как здесь нет продуктов сгорания.
В СССР в перспективе предвидится увеличение выплавки стали в электропечах и развитие недорогих способов прямого получения железа из богатого железорудного сырья (металлизованные окатыши, губка), способного частично заменить стальной лом в шихте электропечи. Уже сейчас процесс электроплавки металлизованных окатышей является полунепрерывным: загрузка сырья и его расплавление ведутся непрерывно. В недалеком будущем можно ожидать его превращения в непрерывный процесс. Более того, придет время и металлурги смогут осуществить интегрированный (объединенный) цикл непрерывного металлургического производства, начиная с подготовки руды вплоть до получения готового проката, а в иных случаях - также его термообработки, нанесения покрытия и проведения других операций.
Сейчас обычные методы производства стали и сплавов, даже при существенном их усовершенствовании, не могут в полной мере обеспечить уровень качества металлов, так необходимый для многих отраслей техники.
Решить эту задачу возможно лишь с появлением в металлургической технологии принципиально новых способов получения слитков. Эти способы составляют область специальной электрометаллургии и предусматривают последующий переплав металла, полученного в обычных металлургических агрегатах, причем плавление и одновременно принудительная кристаллизация металла осуществляются в охлаждаемых изложницах-кристаллизаторах. Так что в любой момент плавки кристаллизуется необходимая масса металла, значительно меньшая, чем масса получаемого слитка.
Одна из характерных черт НТР - развитие новых отраслей науки и техники на стыке нескольких "старых" научных и технических направлений. Способы специальной электрометаллургии, основанные на использовании сварочных процессов в производстве металлов высокого качества, могут служить тому примером. Так, на границе сварочной техники и металлургии возникли электрошлаковый, электронно-лучевой и плазменно - дуговой переплавы.
Процесс электрошлакового переплава (ЭШП) является наиболее простым и экономичным способом получения высококачественной стали и сплавов, ибо здесь не требуется дорогого и сложного оборудования, например вакуумного. Переплавленный металл обладает высокой чистотой, прочностью, пластичностью и ковкостью. Способ позволяет производить плотные слитки большой массы независимо от марки сплава. Высокая пластичность полученного металла значительно упрощает и удешевляет технологию горячей механической обработки: прошивки, штамповки и прессования изделий из жаростойких и жаропрочных сталей.
Принцип электрошлакового переплава заключается в том, что в качестве исходного материала используется электрод, предварительно выплавленный в электродуговой печи и прокатанный на круглую заготовку. Источником тепла при ЭШП служит шлаковая ванна, нагреваемая проходящим через нее электрическим током.
Переменный ток подводят к переплавляемому электроду и к поддону, установленному в кристаллизаторе. Выделяющееся в шлаковой ванне тепло нагревает ее до 1700° С и выше. Это вызывает оплавление конца электрода, погруженного в шлаковую ванну. Капли жидкого металла проходят через шлак, образуя под шлаковым слоем металлическую ванну.
Процесс прохождения капель металла через шлак, интенсивное перемешивание их с ним и длительное пребывание металла ванны в контакте со шлаком способствуют их активному взаимодействию. Здесь-то и происходит очистка металла от вредных примесей - неметаллических включений и растворенных газов. В нижней части металлической ванны, активно охлаждаемой поддоном и кристаллизатором, постепенно формируется слиток с очень ровной поверхностью. Это связано с образованием на холодной стенке кристаллизатора тонкого слоя твердого шлака - гарнисажа. Внутри этой шлаковой "рубашки" и образуется слиток.
Способ ЭШП разработан в Советском Союзе Институтом электросварки им. Е. О. Патона. Первый лабораторный слиток получен в 1953 году. В мае 1958 года на Запорожском электрометаллургическом заводе "Днепроспецсталь" вступила в строй первая в мире промышленная печь ЭШП. Масса электрошлакового слитка постепенно росла и к 1975 году достигла 160 тонн.
Теперь на многих заводах страны действуют уникальные цехи, выпускающие сотни тысяч тонн электрошлаковых слитков. Построен архисовременный специализированный цех ЭШП на "Азовстали". Вводится в строй электрошлаковый цех в городе Краматорске с 200-тонной печью ЭШП.
Создатели ЭШП в нашей стране академики Б. Е. Патон и Б. И. Медовар пытаются заглянуть вперед и представить себе, какой будет электрошлаковая технология через 10-15 лет, на пороге XXI века.
Могучим средством оптимизации технологии послужит АСУ технологического процесса ЭШП, которая уже задействована на печах завода кузнечно - прессового оборудования. Все вновь выпускаемые электрошлаковые печи будут оснащать встроенными микропроцессорами, компактной, простой и надежной автоматикой.
В ближайшие 10-15 лет намечается полный отказ от катаных и кованых расходуемых электродов. Опыты, проведенные в СССР и за рубежом, убедительно свидельствуют о большой эффективности применения электрошлаковой плавки металлизованных окатышей взамен электродуговой. Налицо технические, экономические и даже социальные преимущества новой технологии - имеется в виду существенное снижение шума, уменьшение выбросов, заметное улучшение условий труда металлургов. Успехи дальнейшего развития ЭШП зависят от уровня подготовки инженерных кадров. Выпускников по специальности спецэлектрометаллургии ждет интересная работа.
Электронный луч, используемый многими учеными в качестве незаменимого исследовательского инструмента, начал служить металлургии. Его возможности велики и удивительны. Например, электронная пушка, созданная в Институте электросварки им. Е. О. Патона АН УССР, обладает ювелирным "почерком". Ее луч, который в три раза тоньше человеческого волоса, способен на пластине из нержавеющей стали размером с почтовую марку "выгравировать" текст, по объему равный газетной полосе. Буквы настолько малы, что прочитать написанное электронным пером можно только с помощью микроскопа. Новый электронный инструмент может служить для изготовления сильно уменьшенных копий документов, микроскопической обработки и сварки металлов.
Фактический переход от лабораторного применения электронно-лучевого нагрева для плавки и рафинирования металла и применения его в промышленных масштабах осуществился в 1958-1963 годах, когда появились мощные вакуумные насосы и электронно-лучевая пушка. Наибольшее распространение процесс получил в СССР, США, ФРГ, Японии, ГДР. Максимальная величина слитка составляла 18 тонн.
Этот способ применяли в основном для получения чистых тугоплавких металлов. Однако в последние годы все чаще его применяют для выплавки жаропрочных сплавов и специальных сталей для атомной энергетики, ракетной техники, сверхпрочных подшипников.
Особенно большие перспективы открывает электронно-лучевой переплав в повышении качества стали и сплавов на основе железа и никеля. Удается в 3 - 10 раз в зависимости от марок сталей уменьшить общее количество неметаллических включений. В результате значительно улучшаются многие физико-химические свойства высокопрочных, жаропрочных, нержавеющих, инструментальных сталей и прецизионных сплавов.
Принцип данной плавки: бомбардировка нагреваемого тела свободными электронами в глубоком вакууме. От энергии, выделяющейся при резком торможении электронов, пучок которых направлен на заготовку, металл плавится. Чем выше скорость движущихся электронов, тем больше выделяется тепла в момент их торможения и выше температура нагрева. Поверхность ванны нагревается обычно до 1850°С.
Во всем мире ведут поиски путей ускорения химических реакций, протекающих в производственных условиях. Ускорителями выступают ультразвук, катализаторы, магнитные и электрические поля, радиационные излучатели, лучи квантовых генераторов и факелы плазмы.
Вообще проблема производства железа сводится к обеспечению энергией процесса разложения окислов. Согласно общему правилу химические реакции протекают тем быстрее, чем выше температура. Недаром говорят: сталь есть железная руда плюс энергия.
Температура служила и служит главным фактором технического прогресса в металлургии. Появление бессемеровского процесса более ста лет назад внесло огромное изменение в скорости химических реакций, протекающих в агрегате. Их ускорению способствовала продувка расплава воздухом в конверторе, в результате чего увеличилась поверхность соприкосновения металла с окислителем - кислородом воздуха. В современном конверторе химические реакции протекают почти в тысячу раз быстрее, чем в пудлинговой печи. Это достигнуто благодаря тому, что удалось на 400 градусов повысить температуру процесса и обеспечить продувку металла воздухом, обогащенным кислородом!
Есть ли пути дальнейшего роста? Есть! Плазма - вот, где новый резерв ускорения реакций.
В природе известно четыре состояния вещества: твердое, жидкое, газообразное и плазменное. Принципиальное их отличие определяется характером теплового движения молекул (атомов) вещества и их взаимодействия. Плазмой считают вещество в сильно ионизированном состоянии, причиной которого является высокая температура или столкновение частиц газа с быстрыми электронами, с примерно равной концентрацией электронов и положительно заряженных ионов.
В современной технике появились установки, использующие так называемую низкотемпературную плазму, верхним пределом температуры которой считают 50 ООО К. Простыми техническими средствами достигается среднемассовая температура газа в 3 - 5 тысяч градусов при максимальной температуре в ядре 10 000- 15 000 К.
Рассмотрим роль температурного фактора в интенсификации металлургических процессов на нынешнем уровне знаний.
Для получения железа методом термической диссоциации (разъединения) его окислов температура должна превышать 4000°С. Такой процесс вполне может идти в низкотемпературной плазме. Однако тут последует взаимодействие кислорода с железом. Этого можно избежать при низкой температуре и давлении кислорода 5х10-11Па, но тогда процесс замедлится, что неэкономично при массовом производстве металла.
В то же время при высоких температурах (10 000 - 50 000°С) связи в молекулах настолько ослабевают, что они частично или полностью диссоциируют и ионизируются. В результате возрастает константа (постоянная) растворимости. Например, константа растворения азота в металле при переходе от обычной плавки к плазменной увеличивается в 10 раз. Соответственно повышаются и скорости других реакций: обезуглероживание окислительными газами, раскисление водородом. Уже при температуре 12 000°С испаряются все вредные примеси.
Плазменный нагрев практически снимает ограничения по верхнему пределу температуры, применяемой в агрегате. Это позволит расширить возможности столь важного интенсифицирующего фактора металлургии. Ведь при переводе вещества в газообразное состояние химические реакции длятся микросекунды!
Биография низкотемпературной плазмы сравнительно коротка, но богата событиями и особенно надеждами. Начало применения плазменных струй в обработке материалов относится ко второй половине 50-х годов, а в металлургии - к первой половине 60-х годов. В 70-е годы плазма уже приобрела "права гражданства" в металлургии и химии, машиностроении и энергетике, строительной и горнорудной индустрии. Плазменная обработка металла все шире используется в технике.
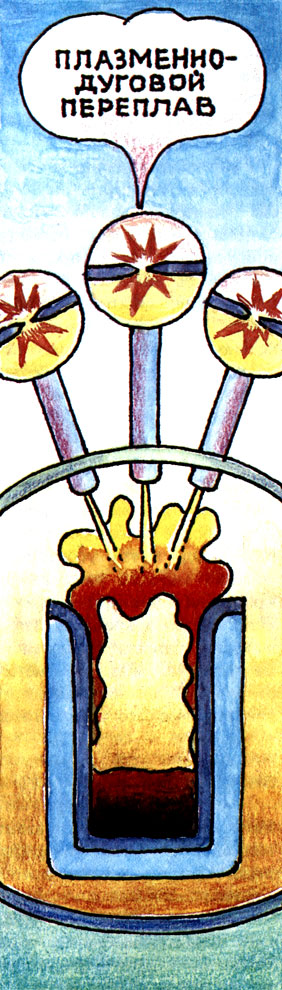
Плазменно - дуговой переплав (ПДП), как и ЭШП, - отечественный способ вторичного рафинирующего процесса. Первый слиток методом ПДП получен в 1963 году в Институте электросварки им. Е. О. Патона АН УССР. Принципиальная технологическая схема ПДП состоит в следующем.
Переплавляемая заготовка, два или несколько плазматронов, медный водоохлаждаемый кристаллизатор и получаемый в результате переплава слиток размещаются в герметической камере. Плазменные струи каждого плазматрона направлены на ванну жидкого металла, поддерживаемую в кристаллизаторе. Заготовка подается вниз с вращением. Соприкасаясь с плазменными струями, она плавится, и металл каплями стекает в ванну. По мере наплавления слиток с помощью механизма вытягивается из кристаллизатора.
Самая крупная в мире плазменная электросталеплавильная печь мощностью 30 тонн действует с 1977 года на заводе высококачественных сталей во Фрейтале (ГДР). Она разработана учеными и специалистами ГДР и СССР. Новая плавильная установка значительно повышает качество сталей, дает экономию сырья и энергии, не загрязняет окружающую среду.
Улучшение качества металла
Плазменная печь оснащена четырьмя плазматронами, три из которых ведут плавку, а четвертый находится в резерве. Специальные механизмы в процессе плавки позволяют менять положение плазматрона, выбирая наиболее выгодное. В новой печи металлолом перерабатывают в качественную сталь. Мощные струи аргонной плазмы, раскаленной до 15 - 17 тысяч градусов, позволяют каждые 90 минут получать 30 тонн высоколегированных марок стали или сплавов с высоким омическим сопротивлением. В год печь дает 60 тысяч тонн металла. На основе освоения этой установки ведутся работы по дальнейшему совершенствованию плазменных процессов в металлургии, а также по созданию более мощных установок, которые со временем изменят весь облик целой отрасли черной металлургии.
Плазменную печь недаром называют агрегатом будущего. В ней идет процесс, революционизирующий металлургическое производство. Кроме высокого качества металла, большой экономичности, она еще и максимально экологична. Уровень шума при ее работе не превышает 40 децибел, что в два раза ниже санитарной нормы, а все вредные выбросы надежно заблокированы аргонной "подушкой".
Анализируя достижения электрошлакового, электроннолучевого и других переплавов, приходится отмечать усложнение металлургической технологии. На смену двустадийному процессу (чугун - сталь) пришел трехстадийный: чугун - сталь - готовый металл. Если на современном этапе это оправдывается тем, что стали высокого качества требуются все-таки в ограниченном количестве, то в дальнейшем такой "поблажки" ожидать не приходится. Так называемый "рядовой металл" также нуждается в повышении качества, ибо тут кроются многие возможности совершенствования техники. Однако рассчитывать на то, что вся сталь пройдет через разного рода переплавы, нереально. Задача на будущее очевидна: необходимо создать прямые способы получения металла из руды с помощью плазменного нагрева, использовать непрерывные процессы и полную автоматизацию.
Руду при высоких температурах можно быстро превратить в пар, состоящий из ионизированных атомов, затем их сконденсировать и извлечь элементы из плазменной струи. Таковы основы плазменной металлургии будущего. Она позволит получать материалы с улучшенными и особыми свойствами, интенсифицировать и иногда упростить процессы, сохранить высокие технико-экономические показатели агрегата, несмотря на тенденцию переработки бедного сырья. В результате организации непрерывных автоматизированных процессов с использованием низкотемпературной плазмы можно обеспечить значительный объем производства при минимальных размерах реакционного пространства, сократить площади, занятые оборудованием, уменьшить габариты агрегатов.
При анализе тенденций развития современной металлургии иногда пытаются назвать тот процесс, который станет основным, самым экономичным в металлургии. Но вспомним: история металлургии началась с одного процесса - сыродутного, а затем произошло разделение на две стадии, каждая из которых подвергалась дальнейшему совершенствованию. Появление в прошлом веке сразу трех способов получения литой стали было вызвано разнообразием сырьевых возможностей и различием потребительских требований к металлу. Теперь же эти тенденции только усилились и можно говорить лишь о преимущественном использовании одного процесса для производства металла. Сейчас это доменный и кислородно-конверторный процессы, в дальнейшем, надо ожидать, - плазменные процессы в непрерывных автоматизированных агрегатах.
Повышение качества металла
Технический процесс сопровождается резким ускорением рабочих процессов, увеличением напряженности конструкций, значительным расширением эксплуатационного интервала температур, широким использованием активных средств при одновременном повышении прочности, надежности и ресурса создаваемых машин, механизмов и сооружений.
За последние полвека скорость движения и мощность двигателей автомашин, тепловозов повысились во много раз. Скорость полета самолетов возросла со 100 до 3500 километров в час, а мощность их двигателей в сотни раз. То же самое наблюдается и в энергетическом машиностроении, станкостроении и других отраслях. Так, скорость вращения шпинделей современных внутришлифовальных станков увеличилась более чем в 50 раз и достигает 120 тысяч оборотов в минуту. Скорости исполнительных органов, а также мощность машин будут расти и впредь. Отсюда - важная и сложная проблема повышения надежности и долговечности современных скоростных и высокомощных машин и механизмов.
Качество продукции - понятие сложное и выражается оно в комбинации специфических признаков технического, экономического и эстетического характера. Однако применительно к металлургическому производству это понятие включает в себя прежде всего соответствие произведенной и отгруженной продукции требованиям госстандартов и технических условий.
Различают производственные и потребительские качества металла. Производственные качества металла - это комплекс таких его характеристик, как химический состав, механические и физические свойства, точность размеров; потребительские качества - служебные характеристики металла, например надежность, стойкость, долговечность.
Задача улучшения качества металла является актуальной не только применительно к готовой товарной продукции черной металлургии. Ее решение в равной степени необходимо на всех ступенях металлургического цикла. Улучшение качества продукции аглофабрик, доменных и сталеплавильных цехов оказывает определенное влияние на технико-экономические показатели последующего передела вплоть до конечной ступени производства, выпускающей товарный металл.
В практике используют два различных пути повышения прочности материала: получение бездислокационных кристаллов с прочностью, близкой к теоретической, и за счет легирования и высокой плотности дефектов. Суть второго пути в том, чтобы создать в структуре металла как можно больше дефектов, от которых в обычных условиях всеми силами стараются избавиться. Получается кажущийся парадокс: ограниченное количество дефектов структуры ухудшает металл; когда их много, прочность резко повышается, хотя и остается далекой от теоретической. Таким способом удалось достигнуть прочность тонкой проволоки до 4000 МПа и на изделиях большого сечения - до 2000 МПа.
Многие исследователи предсказывают создание к концу XX века материалов с прочностью, приближающейся к теоретической. Расскажем о путях достижения этой цели.
Высокий эффект в использовании металла в народном хозяйстве получают при создании новых марок стали и расширении производства проката из низколегированных и микролегированных сталей. Они отличаются прочностью, превышающей в 1,5 - 2 раза показатели углеродистой стали, надежностью в эксплуатации и хорошей свариваемостью. Многие из низколегированных сталей имеют повышенный запас вязкости при минусовых температурах и высокую сопротивляемость хрупкому разрушению, что позволяет использовать их для сооружений и машин, работающих в районах Крайнего Севера.
Несколько слов о микролегированных сталях. В них вводятся микродозы легированных элементов, оказывающих тем не менее существенное влияние на повышение механических свойств металла. Например, в сталях, подвергаемых термической обработке, эффективное упрочнение достигается в результате микролегирования ванадием всего до 0,05%. При введении 0,03 - 0,04% ванадия увеличивается прочность и у средне- углеродистых сталей, что позволяет уменьшить массу машин и конструкций, а также увеличить их надежность и долговечность в работе.
Дополнительная обработка проката в черной металлургии иногда называется четвертым переделом. Сюда относят термическое и термомеханическое упрочнение, холодное деформирование, в том числе нанесение антикоррозионных свойств и других покрытий.
На повышение прочностных свойств оказывает большое влияние термическая обработка. Ее считают таким же способом увеличения количества металла, как строительство новых металлургических агрегатов. Достигаемое при этом увеличение прочности металла дает возможность увеличить срок службы изделия или уменьшить расход металла при производстве машин.
Упрочняющая термическая обработка малоуглеродистой и низколегированном сталей увеличивает на 20 - 25% прочность, улучшает пластические свойства при обычных и минусовых температурах. Иногда упрочненной углеродистой сталью можно заменить легированную. В итоге снижается стоимость машин и достигается экономия легирующих добавок. Этот способ находит все более широкое распространение в металлургии.
В Советском Союзе разработан и успешно освоен оригинальный способ термического упрочнения проката. В чем он заключается?
Интенсивное охлаждение водой готовых, еще раскаленных профилей проката проводится непосредственно на выходе их из стана. В результате такой обработки прочность стали повышается в 2,5 раза, пластичность сохраняется, а ударная вязкость растет, даже если температура использования металла ниже нуля. При этом экономия стали в конструкциях и деталях машин за счет повышения ее прочности достигает 50 %.
Разработка теории, технологии и оборудования для термичности упрочнения проката была начата еще в 40-х годах коллективом Института черной металлургии АН УССР в Днепропетровске. Ученые убедились в том, что процесс термической обработки дополнительно повышает прочность стали в сравнении с обычной закалкой и что на заводах можно избежать строительства громоздких и дорогих печей, удешевить и ускорить работы. Для термической обработки на прокатных станах достаточно установить охлаждающие устройства - резервуар и насосную станцию, вода при этом нагревается мало и почти не испаряется. Процесс не требует повторного нагрева металла, так как используется тепло, остающееся в металле после прокатки.
В комбинате "Криворожсталь", ставшем базой освоения нового процесса, металлурги за последнее десятилетие термически обработали свыше 1,5 миллионов тонн арматуры и дали народному хозяйству экономию 54 миллиона рублей. В промышленных масштабах такую арматуру изготовляют Западно - Сибирский, Череповецкий и Макеевский комбинаты.
Для магистральных газопроводов нужно много электросварных высокопрочных труб диаметром 1200 - 1400 миллиметров. Было предложено термически упрочнять их с отдельного нагрева. Сотни тысяч таких труб обрабатывают на Волжском трубном заводе. Экономия металла составляет 20 %.
Институт черной металлургии АН УССР в Днепропетровске разработал технологию упрочнения строительных профилей сложной конфигурации - балки, швеллеры, шахтную крепь. В тесном контакте с Днепропетровким металлургическим институтом испытана технология для 300-метровых швеллеров, рам мощных грузовиков "КрАЗ". Межремонтный пробег этих машин в тяжелых дорожных условиях повысился в 3 раза. Внедряется также технология термического упрочнения в потоке прокатки универсальной полосы на стане 1200 Днепропетровского завода им. Дзержинского. Это позволит народному хозяйству сберечь более 20 миллионов рублей.
В нашей стране отлажены в промышленных условиях способы упрочнения всех основных видов прокатных изделий. Созданы условия для их широкого применения.
Открытие ученных по продлению срока службы машин
Значительно продлить срок службы машин, приборов, строительных конструкций позволит другое открытие советских ученых, зарегистрированное Госкомитетом Совета Министров СССР по делам изобретений и открытий. Сотрудники ЦНИИчермета В. К. Крицкая, В.А.Ильина и А. В. Нарков нашли новый метод закалки стали.
Открытие советских ученых позволит преодолеть одну из основных "болезней" сплава железо-углерод - потерю прочности. Это так называемая "усталость" стали. Ее основная причина - естественная потеря углерода в кристаллической решетке сплава. Чтобы восстановить в стали углерод, нужна еще одна закалка: высокий нагрев и затем резкое охлаждение. Однако этот процесс применяется лишь для небольших деталей.
Ученые установили, что закаленная сталь может длительное время сохранять свою прочность, если ее предварительно облучить частицами высоких энергий - нейтронами, электронами или гамма-частицами. В этом случае углерод "не уходит" из кристаллической решетки основы закаленной стали. Обнаруженное явление позволит получить новые сплавы, сохраняющие длительное время высокие качества.
Весьма перспективно, в частности, упрочнение сталей с использованием скоростной электротермической обработки. Исследования в этой области были начаты до войны, однако физические основы нового метода сложились только в последние десятилетия. Специалисты Института металлофизики АН УССР установили, что при электронагреве возникают такие промежуточные структурные состояния и свойства стали, которые при обычной обработке получить не удается. Это важно для многих случаев. В частности, при изготовлении высокопрочной канатной проволоки применение этого метода позволило повысить пластичность холоднотянутой проволоки без снижения прочности, а в перспективе в ряде случаев позволит изменить технологию сталепроволочного производства.
Первая промышленная проверка метода завершилась выпуском опытной партии крановых канатов. Их испытания в Ильичевском морском порту и на киевском заводе "Большевик" показали, что работоспособность подъемных механизмов с такими канатами значительно повысилась. На Волгоградском сталепроволочно - канатном заводе введен в действие агрегат термоупрочнения проволоки больших диаметров, применяемой для армирования железобетона. Это намного повысило прочность армируемых элементов и сэкономило металл.
Многие качественные параметры металла можно повысить, расширить их палитру. Путь к этому открыла сверхбыстрая закалка стали. В последнее время ускорились поиски возможных решений этой важной проблемы. В Институте металлургии им. А. А. Байкова АН СССР создана установка, на которой экспериментально подтверждены прогнозы о новых структурах металлов.
В опытном подразделении, где ведутся плавки со сверхбыстрой закалкой, в ковш-тигель закалочной установки загружают измельченный металл. Плавка ведется в условиях вакуума, в присутствии небольшой дозы гелия. Металл в тигле быстро расплавляется, и его тут же подают на рабочие валки установки.
Эксперимент завершен. В руках ученого отсвечивает серебристым блеском металлическая фольга с исключительно высокими механическими и физическими свойствами.
- На новой установке, - рассказывает один из авторов разработки, - расплавленный металл охлаждается с невиданной скоростью: несколько миллионов градусов в секунду. Так что для охлаждения требуется буквально мгновение. Расплавленный металл из тигля попадает в тончайший зазор между двумя массивными валками и тут же подвергается формованию и резкому охлаждению. Валки делают несколько тысяч оборотов в минуту, а образующаяся фольга толщиной в сотые доли миллиметра вылетает из них со скоростью десятков метров в секунду.
В этих условиях атомы не успевают выстраиваться в присущие металлам кристаллические решетки. Сверхбыстрое охлаждение фиксирует "хаос атомов", свойственный расплавленному металлу. В результате получается аморфная структура, подобная стеклу. Обработанные сверхбыстрым охлаждением металлические сплавы обретают замечательные свойства. Их прочность, твердость во много раз выше, чем известных лучших марок стали. Резко возрастают электросопротивление, магнитные свойства.
Достигнув больших объемов по выплавке стали, производству проката и труб, металлурги страны взяли курс на структурную, качественную перестройку работы всей отрасли. Перед ними стоит задача улучшить качество и увеличить выпуск высокоэффективных видов металлопродукции.
Экономия металла
Дни и ночи жарко пылает огонь в домнах, конверторах и мартенах. Непрерывным потоком мчатся сквозь клети прокатных станов раскаленные добела слит- кй, превращаясь в рельсы, трубы, листы. Успехи советской металлургии позволили вывести на передовые позиции наше машиностроение и транспорт, механизировать сельское хозяйство и добычу природных ресурсов, развернуть в небывалых масштабах промышленное и жилищное строительство. Однако увеличение производства машин и оборудования опережает рост выплавки металла. И потому, несмотря на быстрое развитие металлургии, металла не хватает.
В этих условиях все большее значение приобретает экономное расходование чугуна, стали, проката. Ведь при наших огромных масштабах производства сбережение всего лишь одного процента проката черных металлов в станкостроительной и инструментальной промышленности, например, сохраняется в таком количестве, которого хватит для изготовления 1,2 тысячи гидравлических прессов или 10 тысяч токарно - револьверных станков.
Академик Б. Е. Патон в статье "Дума о металле" писал, что жизнь заставляет перенести центр тяжести на резкое повышение качества стали и проката, на существенное расширение их сортамента. Он предлагает создать так называемые центры обслуживания, иначе говоря, предприятия-посредники между производителями металла и его потребителями, в задачу которых входит доработка металлопродукции, то есть улучшение ее потребительских качеств.
Академик А. И. Целиков говорил, что в отечественных научно-исследовательских институтах, конструкторских бюро, на предприятиях рождаются идеи и замыслы, которые воплощаются в машины, подчас не имеющие аналогов за рубежом. Вот лишь один пример из многих. На Днепровском металлургическом заводе им. Дзержинского ввели в строй стан для прокатки выгонных осей. Агрегат создали машиностроители подмосковного города Электросталь по технологии, разработанной ВНИИметмашем и Днепровским металлургическим заводом.
Это первый в мире стан прокатки изделий оригинальным способом, ранее изготовлявшихся только путем ковки. А ковать, значит затрачивать много металла и тяжелого физического труда. Новый же стан представляет собой автоматическую линию с полной механизацией всех операций. Он дает 350 тысяч осей в год. Его применение позволило не только увеличить производительность труда, но и сберечь немало металла. Ведь этот агрегат вдвое легче, чем, скажем, радиально - ковочная машина австрийского производства для обработки тех же осей, а производительность имеет в 4 раза выше.
Резервы у прокатчиков страны еще немалые. В СССР сейчас коэффициент загрузки мощностей по выпуску готового проката 0,95. А вот коэффициент его использования 0,72. Поэтому металлурги упорно работают над тем, чтобы уменьшить толщину листового металла, значительно увеличить выпуск изделий с минусовым допуском и проката новых промежуточных размеров. Это позволит сберечь как минимум треть черных металлов в сравнении с традиционными видами конечной продукции отрасли.
Большие резервы таит в себе и новая технология обработки проката. В частности, применение штамповки и прессования вместо резания позволяет при обработке каждого миллиона тонн готового проката сберечь и высвободить на другие работы 20 тысяч рабочих и сберечь 15 тысяч станков.
По мнению ученых Института металлургии АН СССР, одним из наиболее важных показателей, характеризующих качество проката, является точность его размеров. Невозможно выпустить прокатное изделие, размеры которого в точности соответствовали бы стандарту: какие-то отклонения обязательно будут. Поэтому в стандартах на прокат предусматриваются максимальные допуски - плюсовые и минусовые, за которые металлурги не имеют права переходить. Плюсовые допуски выгодны прокатчикам, если учет их работы вести по массе продукции в тоннах, и эти же плюсовые допуски повышают вес машин и сооружений, вызывают неоправданные трудозатраты и потери металла в стружку при механической обработке деталей. Поэтому давно возникла идея: выдавать прокат только с минусовыми допусками. Для народного хозяйства это десятки тысяч тонн сэкономленного металла. Однако реализация этой идеи связана на заводах с огромными техническими и организационными трудностями. Решение сложнейшей задачи оказалось по плечу флагману отечественной металлургии - Магнитогорскому металлургическому комбинату.
На Магнитке впервые в стране наладили массовое производство широкого сортамента проката с минусовыми допусками и сдачу его потребителям по теоретическому весу. Это значит, что, скажем, листовая сталь номинальной толщины 8 миллиметров фактически поставляется потребителям толщиной 7,3 - 7,7 миллиметра.
Опыт Магнитки нашел широкое распространение на предприятиях отрасли. В 1980 году производство проката с минусовыми допусками достигло 45 миллионов тонн. Кстати сказать, массовый переход прокатчиков на работу с минусовыми допусками послужил основой для Ужесточения ГОСТов на такие важные виды продукции, как круглая, квадратная, арматурная, полосовая, угловая и листовая сталь, а также на балки и швеллеры.
Производственное объединение "Ижсталь" им. 50-летия СССР изготовляет стальные фасонные точные профили. Ежегодно здесь производят свыше трех тысяч наименований продукции, которую закупают более 200 предприятий. Удмуртские металлурги порадовали проходчиков недр страны, наладив в 1983 году выпуск более надежной стали для производства долот. Таким буровым оборудованием можно пробивать скважины на большой скорости при уменьшении всех затрат. Инструментальщики по достоинству оценили биметаллические заготовки, которые позволили наполовину сократить расход дорогостоящей быстрорежущей стали для инструмента.
Что дает машиностроителям применение точных профилей? Металл всевозможных конфигураций - треугольник, квадрат, круг, эллипс, сегмент, винт... И каждый до минимума сводит механическую обработку, до максимума приближает профиль к готовой детали.
По подсчетам специалистов, каждые 2 тонны стальных фасонных профилей средней сложности высвобождают на машиностроительных предприятиях одного станочника, снижают трудоемкость на 1,5 тысячи нормо-часов. А сколько можно сделать дополнительных деталей из сбереженного при этом металла!
Конечно, без помощи науки комплекс проблем, связанных с развитием производства и освоением готовой продукции, не решить. Ижевские металлурги связаны с десятком научно-исследовательских институтов страны. Совместно с сотрудниками Физико-технического института АН БССР они разработали способ горячего гидродинамического выдавливания прессового и волочильного инструментов. Это позволило в несколько раз снизить трудоемкость его изготовления, резко сократить расход дорогостоящих инструментальных сталей. Впервые в мировой практике ижевцы наладили выпуск винтовых профилей методом горячего прессования.
Производство таких прогрессивных стальных заготовок, максимально приближенных к готовым изделиям, значительно расширяет возможности создателей современных машин и оборудования. Ижевские металлурги, например, выпускают профили с внутренними каналами для получения сверл. Эффективность новинки станет понятна, если учесть, что около 20% станочного парка машиностроительных заводов составляют сверлильные агрегаты.
В объединении "Ижсталь" внедрили самую современную технологию производства точных заготовок методами проката, прессования, волочения. Стальные профили из Удмуртии практически не требуют механической обработки, их применение в машиностроении позволяет постоянно снижать металлоемкость изделий. С освоением проектных мощностей нового стана 300, пущенного на предприятии, выпуск прогрессивных заготовок возрос в 1,5 раза.
За последние годы металлурги страны немало сделали для снижения отходов и увеличения выхода прокатных изделий из одного и того же количества стали. Черная металлургия все больше "прислушивается" к конкретным запросам и нуждам потребляющих отраслей. Так, сортамент экономичных фасонных профилей для автомобильной промышленности за последние годы расширился вдвое. В 2 - 3 раза увеличился выпуск проката специального назначения для предприятий тракторного и сельскохозяйственного, строительного и дорожного, энергетического и транспортного машиностроения.
В свете задач, которые предстоит решать, следует отметить, что возможности экономии металла внутри хорошо организованного металлургического предприятия в основном уже исчерпаны. Сегодня нужно вести речь не об отдельных машинах, а о качественной перестройке, обновлении комплекса механизмов, машин и агрегатов, обеспечивающих металлургический цикл. Недостаточно, когда в старой цепи появляются одно - два новых звена. По данным члена - корреспондента АН СССР Г. Л. Химича, при ныне действующей технологии с ее промежуточными операциями из каждой тонны жидкого металла в среднем выходит 650 - 750 килограммов готового проката. Если же внедрить полный комплекс непрерывности, то выход металла из каждой тонны стали можно довести до 850 - 950 килограммов. Применяя прогрессивную технологию в масштабах страны, можно получить дополнительно около 25 миллионов тонн металлопродукции.
Безотходная технология
Полное осуществление технологических процессов, рождающихся в ходе НТР, возможно лишь на заводе будущего. Это будет производство, использующее все сырье и материалы, не допускающее не только потерь, но и исключающее загрязнение окружающей среды. На этом заводе коренным образом изменятся условия труда металлургов. Действующие же цехи имеют пока весьма нелегкий "микроклимат": высокие температуры, загазованность на многих участках, повышенный уровень шума и вибрации. Новый, более высокий уровень техники производства будущего окажет свое влияние и на характер труда металлургов, предъявит повышенные требования к уровню их подготовки. В конечном итоге все это можно осуществить только на заводе-автомате с последующей автоматизацией отрасли в целом и подключением ее на завершающем этапе к АСУ всего народного хозяйства страны.
При осуществлении этой цели возникает немало проблем. Одной из важных является снижение материалоемкости производства за счет комплексного и полного использования сырья и материалов.
Проблеме защиты окружающей среды много внимания уделяется в нашей стране. По мнению советских ученых, загрязнение природы нельзя считать следствием НТР и научно - технического прогресса. Это является результатом их пока еще неполного, недостаточного развития. Чем полнее и всестороннее пойдет развитие НТР, тем меньше будет отрицательных и вредных последствий.
Возможности научно-технического прогресса позволяют уже сейчас думать не только об очистке отходов, но и о том, чтобы их вообще не было. Важным направлением решения этой задачи является разработка новой технологии. Прежде всего - это маловодный и маловоздушный, безводный и безвоздушный технологические циклы. Сюда же относятся и использование воды и воздуха в замкнутых циклах.
Проблема очистки сбрасываемых вод от фенолов весьма эффективно решается с использованием сорбционных и эстракционных методов в пределах локальных схем очистки. Совершенствуя методы охлаждения оборудования и металла, создавая рациональные схемы водоснабжения, достигли резкого сокращения расходов воды в прокатном производстве. Так, например, на прокатном стане 2000 Череповецкого металлургического комбината количество сточных вод, выводимых на очистку, сокращается в 2 раза.
Донецкие ученые использовали для охраны окружающей среды магнитное поле. По их проекту на Макеевском металлургическом комбинате им. С. М. Кирова создана система обратного водоснабжения очистных сооружений мартеновского цеха. Она предотвращает выбросы пыли в атмосферу и сброс загрязненной воды. Магнитные поля собирают в комочки мельчайшие частицы, от которых не удалось освободить воду в традиционных отстойниках. Они выпадают в осадок, и чистая вода снова возвращается в производство. Удалось решить и другую сложную проблему - нейтрализовать воду от химических соединений, которые разъедают трубы коммуникаций.
Новая система значительно увеличила срок службы трубопроводов. Очищая стоки, здесь получают ежедневно до 80 тонн металлосодержащих примесей, которые идут как добавки в агломерат.
Важной проблемой при создании безотходной технологии является комплексное использование природных ресурсов, что приносит народному хозяйству огромные выгоды. К примеру, на базе железорудного карьера, кроме металлургического сырья, можно давать из вскрышных пород продукцию для строителей и химиков. С крупными горными предприятиями соседствуют более мелкие, добывающие сырье аналогичное или близкое по свойствам выброшенному в отвалы. Но если попутные породы будут переработаны и продукция из них отправлена потребителям, то надобность в дополнительных земельных отводах отпадет. Получается двойная экономия угодий. Рациональное природопользование повышает производительность общественного труда без дополнительных усилий и затрат.
Проектирование завода-автомата сначала казалось делом легким. Но со временем стало очевидным, что процесс соединения наилучших достижений техники современности не приводит к успеху. Дело в том, что завод- автомат будет действовать в завтрашнем дне и он не может быть простым соединением, хотя и посредством автоматической системы существующих металлургических процессов. Иначе это будет каждый раз неполная автоматизация.
Последние успехи в области металлургии позволяют думать о создании завода-автомата с использованием прогрессивных технологических процессов, включающих элемент непрерывности, применение высоких температур реакций и высоких скоростей проката.
Перевод сталеплавильного передела, разделяющего непрерывность других металлургических участков, на непрерывный процесс революционизирует не только этот передел, но и металлургическое производство в целом, открывая путь к созданию сквозной поточной линии завода-автомата. От такой замены существующего цикличного производства непрерывным можно ожидать резкого сокращения капиталовложений, полной автоматизации производства, повышения производительности труда, качества и однородности продукции.
Непрерывный процесс дает наилучшие результаты при длительной бесперебойной работе агрегата, а любая- частная неполадка дезорганизует работу всей линии и обычно ведет к браку продукции, в то время как в цикличном процессе это может вызвать лишь задержку ее выдачи. Отсюда важнейшее требование - высокая надежность и стойкость оборудования агрегата, согласованность работы смежных звеньев. Лишь научно-технические достижения последнего времени создают предпосылки для выполнения таких требований.
Автоматизация производства
В будущий завод-автомат могут входить: фабрика-автомат по производству металлизованных окатышей методом прямого восстановления с высокой степенью металлизации; агрегат непрерывного получения стали из этих окатышей с использованием электротехнологии, прежде всего плазмы. Поток готового металла поступает в машину непрерывного литья и заготовок, связанную напрямую с литейно - прокатным комплексом высокой производительности, выдающим готовую продукцию - разнообразный прокат нужных профилей. При этом должны быть налажены комплексное использование всех материалов и сырья; полная утилизация тепловых отходов; поглощение всех отходов с последующим использованием; замкнутый кругооборот водного цикла, что должно обеспечить полную защиту окружающей среды и создание нужного микроклимата внутри цехов.
На таком заводе все остальные процессы могут осуществляться лишь при использовании электронно-вычислительной техники, обеспечивающей наиболее оптимальный вариант организации технологических процессов. Люди на этом производстве выполняют роль операторов, наладчиков, рационализаторов и изобретателей. Главная их цель - дальнейшее совершенствование предложенной схемы процесса. На их долю выпадает творческий труд в самом высоком значении этого слова.
Завод-автомат явится шагом на пути к конечной цели НТР - созданию комплексно-автоматизированного производства в масштабах отрасли и общества. Теоретически вопрос об осуществимости непрерывного производства проката, начиная с руды, изучается и разрабатывается во многих деталях. Дело за группами внедрения, которые должны воплотить в жизнь расчеты и теоретические размышления ученых. Таков путь осуществления НТР в металлургии.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'